

金属注射成形技术由陶瓷零件的粉末注射成形技术发展而来,是一种新型的粉末冶金近净成形技术。金属注射成形技术技术的主要生产
金属注射成形技术由陶瓷零件的粉末注射成形技术发展而来,是一种新型的粉末冶金近净成形技术。金属注射成形技术技术的主要生产步骤如下:金属粉末与粘结剂混合——制粒——注射成形——脱脂——烧结——后续处理——**终产品该技术适用于大批量生产性能高、形状复杂的小尺寸的粉末冶金零部件,如瑞士的手表业用来生产手表零件。
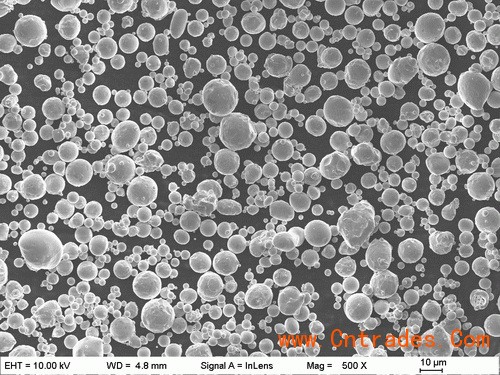
近几十年来,MIM技术发展势头迅猛,能应用的材料体系包括:Fe-Ni合金、不锈钢、工具钢、高比重合金、硬质合金、钛合金、镍基超合金、金属间化合物、氧化铝、氧化锆等。金属注射成形技术要求粉末粒度为微米级以下,形状近球形。此外对粉末的松装密度、摇实密度、粉末长径比、自然坡度角、粒度分布也有一定的要求。目前生产金属注射成形技术用粉末的主要方法有:水雾化法、气体雾化法、羰基法。常用的不锈钢金属注射用的粉末牌号有:304L,316L, 317L,410L,430L,434L,440A,440C,17-4PH等。对于水雾化法其制作流程为:
选用不锈钢原料——中频感应炉内熔化——成份调整——脱氧除渣——雾化制粉——质量检测——筛分——包装入库主要用到的设备有:中频感应熔炉、高压水泵、全封闭式制粉装置、循环水水池、筛分和包装设备、检测仪器等。
对于气雾化法其制作流程为:
选用不锈钢原料——中频感应炉内熔化——成份调整——脱氧除渣——雾化制粉——质量检测——筛分——包装入库主要用到的设备有:中频感应熔炉、氮气源和雾化装置、循环水水池、筛分和包装设备、检测仪器等。
每种方法各有其优缺点:水雾化法是主要的制粉工艺,其效率高、大规模生产比较经济,可使粉末细微化,但形状不规则,这有利于保形,但所用粘结剂较多,影响精度。此外,水与金属高温反应形成的氧化膜妨碍烧结。气体雾化法是生产金属注射成形技术用粉的主要方法,它生产的粉末为球形,氧化程度低,所需粘结剂少,成形性好,但极细粉收率低,价格高,保形性差,且粘结剂中的C,N,H,O对烧结体有影响。羰基法生产的粉末纯度高、开头稳定、粒度极细,它**适合于 MIM,但**于Fe,Ni等粉体,不能满足品种的要求。为了满足金属注射成形技术用粉的要求,许多制粉公司对上述方法进行了改进,还发展了微雾化、层流雾化等制粉方法。现在通常是水雾化粉和气雾化粉混合使用,前者提高振实密度后者维持保形性。目前采用水雾化粉也可生产相对密度大于99%的烧结体,因此较大型零件只使用水雾化粉,较小型零件使用气雾化粉