




东莞市通标高分子材料有限公司 联系:屈先生 联系电话:137-9888-9487(微信同步)在线Q-Q:2859-13523
|
如今,您需要从供应商的不仅只是材料,您需要一种资源,支持您的项目从概念到商业应用等层面的实现。欧港正是的伙伴,因为我们的产品性能和优点就是该重要资源,帮助您进一步竞争优势,我公司在各地浙江宁波余姚、、塑胶城 、广东顺德、德富塑胶城、樟木头塑胶城等塑胶市场都设有销售点。主要供应PC/ABS原料品牌:奇美、台化、帝人、三菱工程、UMG、沙伯基础创新塑料、德国拜耳、LG、韩三星毛织、锦湖、三养等各种品牌塑胶原料。携手客户,共创佳绩,欢迎贵公司来电沙伯基础 CYCOLOY PC/ABS XCM851塑胶原料,我们为客户解决所有用料方面问题。
|
公司以赢得客户信任为核心价值,希望通过我们专业水平和用心服务来构建一个共赢的平台。 近日,认证认可会、合格评定认可会和石油和化学工业联合会共同对化工橡胶株洲研究设计院检测中心进行了乳胶制品检验中心的初评审、化学工业乳胶制品检验中心实验室认可复评审、计量认证复评审以及行业检测中心的、计量认证复评等五合一的现场评审。
机械性能:Cycoloy树脂展现了的机械性能。它能在各种温度下保持这些性能,并且不随时间的推移而变化。温度低至 -30°C (-22°F) 时仍能维持冲击强度,且耐热范围可在 95°C-140°C (203°F-284°F)(维卡 B120)。
刚性:部件的刚性是由负荷和部件形变的关系来定义的。应力/应变曲线是体现刚性的重要的属性。一般来讲,杨氏模量(由应力/应变曲线确定) 是用于比较材料刚性的佳参数。但是,使用杨氏模量时,应力/应变关系在0 到 0.5% 伸长率范围内可视为线性,如1所示。可以用直线应力/应变曲线的范围是有限的,热塑性塑料尤为如此。如果部件的实际应力水平与杨氏模量 Y 的结果相差很大,应该用割线杨氏模量Y*重新计算此部件的刚性,计算部件刚性时的另一个重要考虑因素是载荷时的温度。热塑性塑料的应力/应变曲线受温度的影响很大,因此建议计算应力/应变曲线时采用的温度值应等于实际载荷时的温度。
强度:产品的强度是由特定条件下,产品所能承受且不失效的大负荷定义的。为了确定某个产品的强度,首先需要定义何为失效。材料的强度是种内在的特性,与应力/应变相关。拉伸为工程设计提供了有用的信息。对于应变较小的未填充 Cycoloy*树脂牌号,应力的是与应变成比例的。但是,初期会出现非线性现象。事实上,仔细观察应力/应变曲线,就会发现并不存在应力/应变成比例的部分。应变较大时,就会发生屈服并达到大应力。如果继续应变,则出现颈缩现象。颈缩现象会传递到整个结构,直到材料失效。使用中的变形速度是至关重要的。
冲击强度:冲击强度可以描述为材料抵抗冲击加载的能力。多种因素决定了塑料部件吸收冲击能量的能力。除了材料类型之外,这些因素还包括:壁厚、几何形状和尺寸、材料流动性、作业温度和、加载速率。对于像Cycoloy*树脂这样的延展性聚合物而言,使部件发生屈服的负荷主要取决于后两个因素。对设计来说更为重要的事实是:在恰当条件下,延展性材料的抗冲击行为会从延展性和韧性反应 转变为脆性和断裂反应。通常这种行为的变化称为延展/脆性转换。评估一种材料的抗冲击性的和有很多。常用的包括 ISO, ASTM和DIN一般来讲,要成型样条并进行冲击。 例如各种的包括悬臂梁、简支梁、拉伸、落球和弯板。
长时间的行为:应该考虑两类现象。随静态时间而出现的现象,如制件的单一、长期载荷造成的蠕变。随动态时间而出现的现象(如疲劳),是由制件的循环加载。 工作和组件设计对这两类行为的影响都很大。蠕变行为:在压力作用下,粘弹性材料的应变随时间,即蠕变或冷流动。蠕变是指一段时间内几何形状在恒定负荷下的变形增长率。所有材料的蠕变速率都与温度、负荷和时间有关。耐疲劳性:对于受振动的结构组件、反复受冲击的组件、往复式机械组件、塑料搭扣以及一次成型塑料铰链等,疲劳都起着非常重要的作用。循环加载会机械性能退化,使断裂在材料中扩展,并且通常终使部件在远低于材料屈服点的应力水平下失效。
成型收缩率:成型收缩率是指成型部件从模具中取下并冷却至室温中发生的收缩。成型收缩率用平均百分比表示,并很大程度上取决于模具几何形状、加工条件、树脂类型和壁厚。Cycoloy*树脂作为一种无定型材料,收缩率要低于半结晶材料。无定型材料在垂直方向和流动方向上的收缩水平也更相近,因此更容易生产精密部件。材料对收缩率的影响通常用 PVT(压力-体积-温度)关系表示。如冷却中注塑件表面温度差异冷却不均,则产生差异收缩。在注射成型工艺中,背压或保压阶段对收缩率的影响也很大。一般来讲,保压压力越高、时间越长,则收缩率也就越小。
抵抗力:化学、温度和应力的特定组合会对热塑性塑料树脂产生负面影响Cycoloy 树脂也不例外。因此,对于剂、清洁剂或其他任何可能与成品部件的,都应仔细评估其适应性。一般来讲,Cycoloy树脂的抗化学腐蚀性与 Lexan*聚碳酸酯树脂相当或略胜一筹。它在水、大多数的洗涤剂、清洁剂、蜡和油脂时相当。清洁和脱脂:可以使用异或中性肥皂溶液,对Cycoloy树脂的成品部件进行清洁和脱脂处理。应避免使用部分卤化或芳烃碳氢化合物、类(如)或醚类进行清洁。紫外线:Cycoloy树脂经实践证明能胜任强光和高湿的高要求应用。例如,在商务设备、电器和汽车之类的市场中,Cycoloy树脂展现的紫外线(UV)性符合常用的行业。然而,与很多其他聚合物一样,Cycoloy树脂确实也对UV辐射和/或气候有一定的度,为长期曝晒后略微变色和丧失机械性能沙伯基础创新塑料。
粘度:聚合物的粘度在塑料终成形前的许多处理工艺中是一个关键的特性。注塑成型、挤出和吹塑成型是常见的转化工艺。材料的粘度决定了其在给定的熔体温度下由于内部阻力而对流动的抗拒程度。因此它是在注塑成型中决定材料在模具中可达到的流动长度的关键因素。
剪切性能:熔体粘度(MV)是在很大的剪切率范围上执行的。由于各种材料出的MV曲线有显著不同,因此根据熔体粘度进行的材料比较比根据体积熔融速率 (MVR)进行的比较更可靠。Cycoloy*树脂与Lexan*树脂相比,显示出更具非特性的行为。这意味着Cycoloy树脂的粘度可能受到剪切率的影响:在高剪切区,MVR可能相同,但 MV却可能 截然不同,对于挤出,关键参数是低剪切率下的 MV,以从0.1到400 rad/s的典型挤出下的动态剪切粘度来衡量
|
牌号
|
产品
|
性能特点
|
用途
|
|
CYCOLOY C1200HF
|
PC/ABS
|
延展性;抗撞击性良好;耐热性高;良好的流动性
|
家电部件;汽车领域的应用;电气/电子应用领域
|
|
CYCOLOY C2800
|
PC/ABS
|
无氯;抗撞击性良好;无溴;良好的流动性;阻燃性
|
|
|
CYCOLOY C2950
|
PC/ABS
|
无氯;抗撞击性良好;无溴;耐热性中等;良好的流动性;阻燃性
|
|
|
CYCOLOY C2950HF
|
PC/ABS
|
无氯;抗撞击性良好;无溴;耐热性中等;良好的流动性;阻燃性
|
|
|
CYCOLOY C3650
|
PC/ABS
|
无氯;抗撞击性高;无卤;无溴;阻燃性
|
|
|
CYCOLOY C6200
|
PC/ABS
|
无氯;抗撞击性良好;无溴;耐热性中等;良好的流动性;阻燃性
|
|
|
CYCOLOY C6600
|
PC/ABS
|
无氯;抗撞击性良好;无溴;水解;良好的流动性;阻燃性
|
商务设备
|
|
CYCOLOY C7210A
|
PC/ABS
|
无卤;阻燃性
|
薄壁部件
|
|
CYCOLOY C7410
|
PC/ABS
|
无卤;阻燃性
|
薄壁部件
|
|
CYCOLOY CE3510
|
PC/ABS
|
无氯;可加工性良好;抗撞击性高;无溴;耐热性高;阻燃性
|
电线电缆应用
|
|
CYCOLOY CM6140
|
PC/ABS
|
无氯;刚性良好;抗撞击性良好;无溴; 耐热性中等;良好的流动性;阻燃性
|
薄壁部件
|
|
CYCOLOY CM6210
|
PC/ABS
|
无氯;刚性高;无溴;阻燃性
|
|
|
CYCOLOY CM6240
|
PC/ABS
|
无氯;延展性;无溴; 良好的流动性;阻燃性
|
薄壁部件
|
|
CYCOLOY CM8622
|
PC/ABS
|
外观良好;抗撞击性良好;耐热性高
|
|
|
CYCOLOY CM8722
|
PC/ABS
|
刚性高;耐热性高
|
|
|
CYCOLOY CP8320
|
PC/ABS
|
可电镀;耐热性中等
|
汽车领域的应用
|
|
CYCOLOY CX2142ME
|
PC/ABS
|
无氯;抗撞击性良好;无溴;耐化学性良好;良好的流动性;阻燃性
|
/护理用品;器材;外壳
|
|
CYCOLOY CX2244ME
|
PC/ABS
|
抗撞击性良好;耐化学性良好;良好的流动性;阻燃性
|
器材;外壳
|
|
CYCOLOY CX7010
|
PC/ABS
|
无氯;无溴;良好的流动性;阻燃性
|
薄壁部件
|
|
CYCOLOY CX7211
|
PC/ABS
|
抗撞击性良好;耐热性中等;良好的流动性
|
薄壁部件
|
|
CYCOLOY CX7240
|
PC/ABS
|
无氯;抗撞击性良好;无溴;良好的流动性;阻燃性
|
薄壁部件
|
|
CYCOLOY CX7240U
|
PC/ABS
|
无氯;抗撞击性良好;无溴;良好的流动性;阻燃性
|
薄壁部件
|
|
CYCOLOY CY2010
|
PC/ABS
|
无氯;无溴;水解;流动性高;阻燃性
|
商务设备;电视外壳; 薄壁部件
|
|
CYCOLOY CY5100
|
PC/ABS
|
无氯;抗撞击性良好;无溴;良好的流动性;阻燃性
|
|
|
CYCOLOY CY6110
|
PC/ABS
|
无氯;抗撞击性良好;无溴;水解; 良好的流动性;阻燃性
|
商务设备;外壳;薄壁部件
|
|
CYCOLOY CY6310
|
PC/ABS
|
无氯;抗撞击性良好;无溴;水解; 良好的流动性;阻燃性
|
商务设备;外壳;薄壁部件
|
|
CYCOLOY CY6414
|
PC/ABS
|
无氯;无溴;耐热性高;阻燃性
|
照明应用;电器用具;电气/电子应用领域
|
|
CYCOLOY HC1204HF
|
PC/ABS
|
抗撞击性高;生物兼容性;耐热性高;良好的流动性
|
/护理用品;
|
|
CYCOLOY HCX1640
|
PC/ABS
|
延展性;抗撞击性高;生物兼容性;良好的流动性
|
/护理用品;
|
|
CYCOLOY LG9000
|
PC/ABS
|
光泽低;抗紫外线性能良好
|
汽车内部零件
|
|
CYCOLOY MC1300
|
PC/ABS
|
可电镀;抗撞击性良好;良好的流动性
|
汽车领域的应用
|
|
CYCOLOY MC5513
|
PC/ABS
|
||
|
CYCOLOY NX07353
|
PC/ABS
|
刚性良好;抗撞击性良好;良好的流动性;阻燃性
|
|
|
CYCOLOY RCX7233
|
PC/ABS
|
无氯;冲击改性;无溴;流动性高;阻燃性
|
|
|
CYCOLOY XCM830
|
PC/ABS
|
刚性高;抗撞击性高
|
|
|
CYCOLOY XCM851
|
PC/ABS
|
抗撞击性良好;耐热性高
|
|
|
CYCOLOY XCY620
|
PC/ABS
|
延展性;抗撞击性,高;水解;流动性高;良好的耐热老化性能
|
汽车领域的应用
|
|
CYCOLOY XCY620S
|
PC/ABS
|
汽车领域的应用
|
欲有需要了解更多牌号 请随时与我们联系

CYCOLOY PC/ABS C1200HF物性简介 需了解其它各牌号详细物性请与我司取的联系
| 物理性能 |
额定值
|
单位制
|
|
|
比重
|
1.22
|
ASTM D792 | |
|
收缩率
|
内部 | ||
|
流动 : 0.126 in
|
4.0E-3 到 5.0E-3
|
in/in
|
|
|
横向流动 : 0.126 in
|
3.0E-3 到 5.0E-3
|
in/in
|
|
|
K(磨损)系数 3
|
430
|
内部 |
| 机械性能 |
额定值
|
单位制
|
|
|
抗张强度 4
|
ASTM D638 | ||
|
屈服
|
9000
|
psi
|
|
|
断裂
|
7500
|
psi
|
|
|
伸长率 4 (断裂)
|
110
|
%
|
ASTM D638 |
|
弯曲模量 5 (3.94 in 跨距)
|
395000
|
psi
|
ASTM D790 |
|
弯曲强度 5 (屈服, 3.94 in 跨距)
|
13800
|
psi
|
ASTM D790 |
|
系数
|
ASTM D1894 | ||
|
与钢 - 动态
|
0.21
|
||
|
与钢 - 静态
|
0.16
|
||
| 冲击性能 |
额定值
|
单位制
|
|
|
悬壁梁缺口冲击强度 (73°F)
|
2.5
|
ft·lb/in
|
ASTM D256 |
| 热性能 |
额定值
|
单位制
|
|
|
载荷下热变形温度 (264 psi, 未退火, 0.252 in)
|
180
|
°F
|
ASTM D648 |
|
RTI Elec
|
140
|
°F
|
UL 746 |
|
RTI Imp
|
140
|
°F
|
UL 746 |
|
RTI
|
140
|
°F
|
UL 746 |
| 电气性能 |
额定值
|
|
|
|
相比耐漏电起痕指数(CTI)
|
PLC 1
|
UL 746 | |
|
高电弧指数(HAI)
|
PLC 0
|
UL 746 | |
|
热丝引燃 (HWI)
|
PLC 3
|
UL 746 | |
| 可燃性 |
额定值
|
|
|
|
UL 阻燃等级
|
UL 94 | ||
|
0.0590 in
|
V-0
|
||
|
0.0980 in
|
5VB
|
| 注射 |
额定值
|
单位制
|
|
|
干燥温度
|
170 到 180
|
°F
|
|
|
干燥时间
|
3.0 到 4.0
|
hr
|
|
|
干燥时间,大
|
8.0
|
hr
|
|
|
建议的大水分含量
|
0.040
|
%
|
|
|
建议注射量
|
30 到 80
|
%
|
|
|
料筒后部温度
|
410 到 490
|
°F
|
|
|
料筒中部温度
|
420 到 500
|
°F
|
|
|
料筒前部温度
|
440 到 525
|
°F
|
|
|
射嘴温度
|
450 到 525
|
°F
|
|
|
加工(熔体)温度
|
450 到 525
|
°F
|
|
|
模具温度
|
120 到 160
|
°F
|
|
|
背压
|
50.0 到 100
|
psi
|
|
|
螺杆转速
|
40 到 70
|
rpm
|
|
|
排气孔深度
|
1.5E-3 到 3.0E-3
|
in
|
|
欢迎贵公司前来洽谈.订购沙伯基础 CYCOLOY PC/ABS XCM851塑胶原料,我将以优惠的价格,好的来报答您对我们公司的青睐。可提供(物性、报价、ROSH、SGS检测报告)送货货到付款保证产品可以试样,免费提供100G以内的小包样品,如果不符合你们的要求,可以包退包换;验货满意后,才使用货运公司作交易,收到货物后才付款。原厂原包,经销批发,诚信为本! |

Cycoloy*树脂PC/ABS合金可通过注塑成型、挤出(板材、管材和型材) 和挤出吹塑成功转化。通过热成型可以很容易地将挤出板做成各种形状。Cycoloy 树脂特别适合薄壁成型。周期可以很短,而且只要加工中没有发生污染,几乎所有不合格品都可被磨碎重复利用。
加工条件/预干燥:Cycoloy*树脂在混料后至加工前会从空气中吸收少量水分。吸收的水分量与条件有关。可能在0.10% 到0.18%之间,具体取决于仓库区的温度和湿度。经过恰当预干燥的Cycoloy树脂在成型中更,有助于确保佳的部件性能和外观。建议的干燥温度范围是90°C- 110°C (194-230°F),取决于材料的耐热性。应该在料斗干燥机的入口处监测的干燥温度。在料斗入口处的空气应为-30°C (-22°F)或更低。应该用经过校准的高温计或温度计检查干燥机进气温度。在监测空气温度时,温度变化不应与建议的干燥温度相差 2°C (36°F) 以上。达到足够干燥程度所需时间从2到4小时不等,这取决于干燥机的类型。目标含水量多为0.04%,对于镀层操作是0.02%为了保持佳的部件特性,干燥时间不应超过16小时。
熔体温度:熔体温度是佳工艺设计的关键参数,应该在机器运转时经常用手持式高温计测量该温度、Cycoloy树脂在建议的熔体温度范围中有的热性,请参见图20、21(第 20 页)22和23
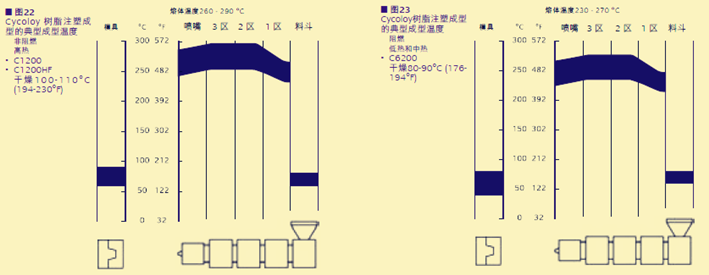
料筒温度设置应该逐渐到建议的熔体温度。喷嘴温度设置应该略低于建议的熔体温度。如果熔体温度不在目标范围内,应该相应调节料筒温度设置、目标范围的中心点可达到的部件外观和合理的周期时间、如果料筒温度超出建议的熔体范围上限,可能树脂的热降解和物理性能损失图24和25显示了在不同温度下Cycoloy树脂的悬臂梁冲击行为熔体温度和滞留时间的函数。从这些图上可以轻易地确定注塑成型加工窗口,在此窗材料维持其原始的力学和热学性能,而且加工条件可被认为“良好”。换句话说,可以按注塑成型温度和滞留时间的函数来确定操作原则和估计韧性/脆性转变。


料筒温度设置应该逐渐到建议的熔体温度。喷嘴温度设置应该略低于建议的熔体温度。如果熔体温度不在目标范围内,应该相应调节料筒温度设置、目标范围的中心点可达到的部件外观和合理的周期时间、如果料筒温度超出建议的熔体范围上限,可能树脂的热降解和物理性能损失图24和25显示了在不同温度下Cycoloy树脂的悬臂梁冲击行为熔体温度和滞留时间的函数。从这些图上可以轻易地确定注塑成型加工窗口,在此窗材料维持其原始的力学和热学性能,而且加工条件可被认为“良好”。换句话说,可以按注塑成型温度和滞留时间的函数来确定操作原则和估计韧性/脆性转变。
注塑能力和滞留时间:总注塑量等于机器能力的30到80%时,一般可佳效果。这包括所有模腔,流道和浇口。使用大料筒机器时,注塑量极小时可能会不必要地树脂的滞留时间,从而树脂降解。如有必要在温度范围的高温段成型,通常应缩短滞留时间,以免材料发生热降解。因此,为较高温度的成型要求,建议小注塑量应大于机器能力的60%。滞留时间是材料在注塑机中受热的总计时间。它总是根据熔体温度来计算的。Cycoloy*树脂的建议滞留时间是4到8分钟,多 12分钟。滞留时间过长可能材料降解。另一方面,滞留时间过短则可能使成型参数发生波动,从而材料的塑化和均匀性。
背压:为了熔体并维持恒定的量,建议使用 3到7 bar的机器背压。如果使用更高的背压,可能熔体温度更高,并可能发生熔体降解。
螺杆转速:应恰当调节螺杆转速(rpm),使螺杆能在整个冷却周期中保持转动,并且不总周期。对Cycoloy树脂建议的螺杆转速取决于螺杆直径,但在150-250 mm/s (5.9-9.84 inch/s)范围内。
抽拨:抽拨行程应刚好使树脂但不引入空气,以避免熔体降解和出现后续的成型问题。
螺杆缓冲垫:建议根据螺杆直径,使用3-7 mm (0.118”-0.276”) 的螺杆缓冲垫。应相应调节塑化行程(注塑体积)。
注塑速度:根据部件厚度,应对 Cycoloy* 树脂使用尽可能快的注塑速度。填充速度越快,则流动长度越大,能填充更薄壁的区域而且表面光洁度更好。但在较厚的部件中,较慢的填充速度有助于空隙。对于小浇口(点浇口和潜伏式浇口)部件,建议采用程控注塑。在开始时可使用较慢的注塑率,可浇口白晕、喷痕和材料烧焦现象。
注塑压力:保压压力为注塑压力的40%到70%时就足以需要。实际注塑压力取决于以下变量:熔体温度、模具温度、部件的几何外形、壁厚、流动长度、以及模具和设备的其他情况。一般来讲,好选用能达到所需性能、外观和注塑周期的低压力。
模具温度:Cycoloy树脂应该在控温模具中成型,建议的模具温度范围在60°C-90°C之间。较高的模具温度在抛光产品上会产生的流动、较强的融接线、较低的模内应力以及较高表面光泽。使用比建议温度低的模具温度将高模内应力并可能会损坏部件的完整性。
模具和排气:良好的模具排气性对于防止气泡和烧焦以及帮助填充模腔是至关重要的。当选择**注塑速度时,排气尤其重要。排气口的位置应该在材料流动路径的尽头。
生产的中断:当注塑循环中断时,建议采用下列措施。Cycoloy树脂可在料筒中停留10到15分钟而不必清理。和其他工程树脂一样,应该每隔15到20分钟空射,避免熔体降解并开机问题。对于超过 15 分钟的长时间注塑循环中断,建议按如下说明清洁料筒。
清洁料筒:在注塑循环长时间中断的情况下,建议使用关闭程序清洁料筒。关闭料斗进料滑道并继续注塑循环,直到螺杆不再收回、残留材料、让螺杆留在前进位置,关闭料筒加热器、将加热器设定在160°C (320°F)烘烤达两天,以成型开始时的黑污染。螺杆应该位于前进位置、ABS、PMMA、PC和SAN对于Cycoloy树脂来说是佳的清洗剂。可在加工温度下清洁料筒,然后逐渐冷却至 200°C (392°F)、如果料筒/螺杆中仍存在碳化的材料,可使用沙伯基础创新塑料高新材料集团的 Kapronet*等清料剂。在清洁中务必要有足够的排气。
回收利用:如果应用情况允许,可在 Cycoloy 树脂新颗粒中多可加入 25% 的再生的浇口流道和未降解部件。务必要保持粉碎部件的清洁,避免被其他材料的污染。粉碎再生的 Cycoloy 树脂的预干燥时间应该,因为它的水分可能与新材料不同。使用回料可能使颜色发生细微变化。不能在要求高冲击强度性能、高表面和/或符合机构的应用中使用。
在电子市场上,壁厚小于 1.2 mm并且流动长度:壁厚(L:T)比率在100:1的电话和电脑等应用已经很常见。正在进行的产品将进一步壁厚,同时将L:T比率到200:1。使用Cycoloy*树脂的薄壁成型让制造商可以产品的多样性和生产力,同时保持冲击强度和融接线强度等良好的力学性能。可以通过壁厚以容纳内部元件的空间来达到产品多样化。引入薄壁技术可以设计度。例如,在某些部位可设计壁厚:肋比率等于1:1的部件。同样可生产力,因为注塑成型周期的60% 是冷却时间以便部件脱模。冷却时间的与壁厚的呈指数关系。总注塑成型周期的缩短可有效生产能力,从而投资成本。但是加工者和设计者必须意识到,成功的薄壁成型需要的是苛刻的模具、特殊的机加工、精密成型和正确的材料选择。务必要注意的是,虽然在不投资的情况下很少能看到这样的变化,但是材料用量的、周期加快和产出的加大所带来的生产率方面的受益通常远远超过可以**收回的追加成本。
模具和排气:当注塑速度和压力时,需要有正确的表面热处理。必须模具排气,使空气能**从模具中,以熔接线强度。由于高注塑压力的缘故,必须使用**钢铁来防止模腔。可考虑用模具涂层来模具磨损和部件脱模情况。可以用气阀浇口和热流道来高注塑速度的高剪切率。
注塑成型设备:薄壁成型 Cycoloy 树脂的加工要求与常规注塑成型相比,在较高压力和速度的使用上有所不同。建议使用相对较高的锁模力 (70-100 MPa) (10150-14500PSI)。必须对注塑机提供用于加速螺杆的式蓄能器,以达到较短的注塑时间。需要有**反应性液压阀门以避免部件的压实,并允许从注塑**切换到保压阶段。闭环微处理器控制的注塑机必须配备高注塑压力的料筒,它需要有的填充和保压才能生产出的部件。薄壁应用的注塑量可能小于常规注塑成型的典型注塑量,因此如果料筒中滞留时间过长,可能会材料性能降解的风险。当材料吞吐量显著较小时,树脂不能在干燥料斗中长时间停留。因此应该使用大小的料斗或在料斗上安装料位开关,以与预计的材料吞吐量相符。
加工条件:对于的薄壁应用,填充时间可能在0.1 - 1秒。如果填充时间较长,材料就可能在填满模腔和压实前冷固。为了以足够的速度材料,注塑单元可能需要产生高压。这些应用的熔体温度不应超过沙伯基础创新塑料高新材料集团的建议大值。为了填满模腔往往尝试超出这些温度, 但这样做可能适得其反。过高的熔体温度和/或过长的料筒中材料滞留时间将材料的物理特性损失和/或造成部件的美观缺陷。和常规成型一样,需要进行恰当的干燥和考虑料筒中材料的滞留时间和温度。
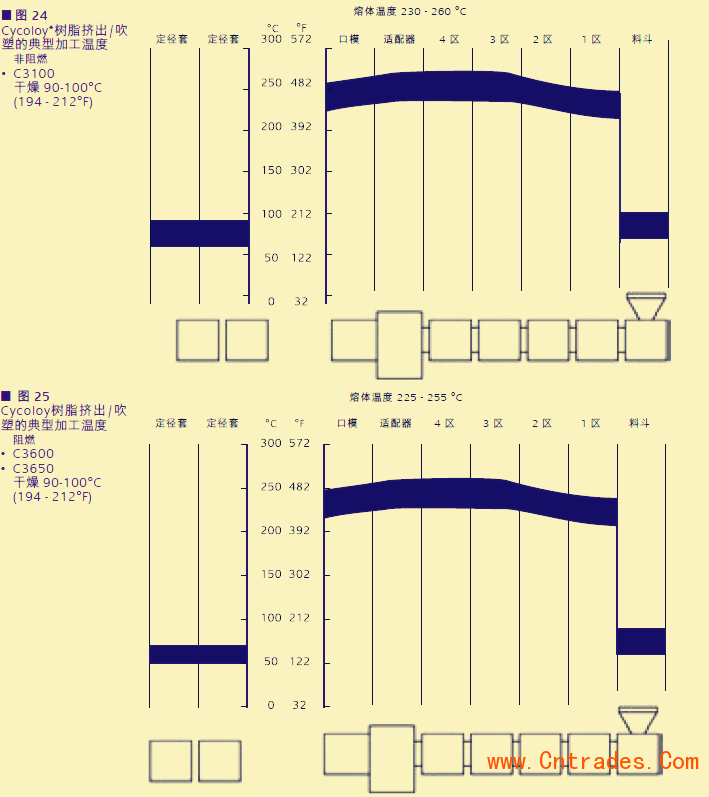
预干燥:Cycoloy树脂必须在挤出前**干燥以确保佳的部件性能和外观。目标含水量不能超过0.02%,干燥时间不能超过16小时,这样才能保持佳的部件特性。达到足够干燥程度所需时间为2到4小时不等,这取决于干燥器的类型。对于非阻燃Cycoloy 树脂牌号,建议的干燥温度为100°C-110°C (212-230°F),对于阻燃牌号则为90°C-100°C (194-212°F)。
设备:建议使用能达到-30°C的去温干燥设备,即使曾经成功使用过双螺杆挤出机,我们仍建议使用长径比为25:1到30:1且大压缩比为1:2.5的单螺杆挤出机。适当选择混合要素可佳结果。建议不要使用色母,因为其中有些对温度很。这是因为高压缩比、高剪切率或长滞留时间可能形成棕。
加工:对阻燃和非阻燃牌号的加工条件综述见图24和25.
熔体温度:开机时使用245°C (473°F)的中等熔化温度,可佳结果。
清洁料筒:建议使用ABS、PMMA、PC或SAN来清洁挤出机。可使用市场上可买到的清洁剂,例如沙伯基础创新塑料高新材料集团的 Kapronet*,前提是它们与建议的温度窗口相符。
