

CBN刀具作为超硬刀具的一员已被广泛接受和采用。作为仅次于金刚石硬度的超硬刀具材料,CBN刀具具有非常高的耐磨性和红硬性,主要用于加工淬硬钢、灰铁、粉末冶金、医疗行业类零部件甚至特定条件下的WC合金等,尤其是零件热处理之后的高硬度(通常为HRC55以上)使得常规硬质合金刀具无法提供高效耐磨的加工方案,此时CBN刀具能够替代硬质合金完成加工。
目前刀具市场-常见的CBN刀片的几种类型:
01
焊刀尖:CBN片切割成不同形状的小片,焊在硬质合金基体上
02
焊面:CBN片直接整面焊在硬质合金基体上
03
整体CBN:整块CBN作为刀具进行切削
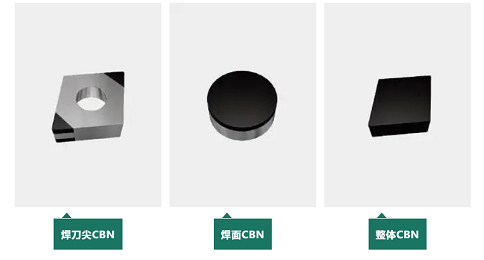
焊刀尖CBN 焊面CBN 整体CBN
淬硬钢的精加工是-为常见的CBN加工应用领域之一,零件通常在热处理之前使用硬质合金刀片进行粗加工,而在热处理之后使用CBN刀片进行精加工。此时精加工的余量通常小于0.5mm,所采用的CBN刀片的类型大多为焊刀尖的形式。考虑到CBN材料的高硬度,使用焊刀尖的形式有利于提高整个刀片的耐冲击性,以提升刀具的使用寿命;同时也由于CBN材料的价格相对较高,使得焊刀尖形式的CBN刀片具有非常高的性价比优势。
仍然会有在热处理之后需要进行粗加工(余量大于0.5mm)的情况。此时,焊刀尖的CBN刀片由于刀尖焊片的大小以及切削热量等原因不再适合该工况的切削加工。威士选择焊整面的CBN刀片或整体CBN刀片进行替代。在加工工况比较稳定的情况下,整体CBN刀片会更具有加工稳定性,可使用的切削刃更多,其性价比也更高。
1
案例
|
加工零件 |
喷油嘴 |
|
材料硬度 |
HRC56 |
|
表面粗糙度 |
Ra1.6μm |
|
加工方式 |
连续切削 |
|
直径 |
D11mm |
威士加工喷油嘴零件,其在热处理之后硬度达到HRC56,但仍需进行粗加工(加工余量1mm)。该零件直径为D11mm,属于小零件的连续切削,表面粗糙度要求为Ra1.6μm。其加工余量较大,但是加工工况比较稳定,在了解机床情况之后选择了整体CBN的刀片进行测试。整体CBN刀片由于其加工难度较高,因此装夹的刀杆压紧方式需采用整体压板式进行装夹。威士刀具测试时采用了与某进口品牌相同的切削参数,相对偏高的线速度能够达到高效率加工的要求,与竞争对手一样可以加工1300件,且威士刀具的性价比优势更明显,做替换之后显著降本。
|
刀具品牌 |
威士 |
其他品牌 |
|
规格 |
SXGN06T1XXT |
SXGN06T1XXT |
|
VC(m/min) |
210m/min |
210m/min |
|
f(mm/rev) |
0.13mm/rev |
0.13mm/rev |
|
Ap(mm) |
1mm |
1mm |
|
T/L(寿命) |
1300件 |
1300件 |
备注:性价比高于某进口刀片