
ЮїУХзгжБСїЕїЫйЦї ЮїУХзгжБСїБфЦЕЦї ЮїУХзгжБСїЕїЫйзАжУ ЮїУХзг6RAШ§ЯрЧХ
SIEMENSЗжЯњЩЬЩЯКЃЦєЫЎздЖЏЛЏПЦММгаЯоЙЋЫО
СЊЯЕШЫ ЃКВЗОРэ РюОРэ ЪжЛњШШЯп24аЁЪБЗўЮё
ЃЈbuЃЉВЗОРэЃК182 0210 5796
РюОРэЃК186 2187 5358
ЙЄзїзљЛњЃК021-60641323 60641329
24аЁЪБЙЄзїQQ: 2880583560 2880583563
ЩЯКЃЦєЫЎздЖЏЛЏПЦММгаЯоЙЋЫОЃЈЮїУХзгКЫаФЗжЯњЩЬЃЉзЈвЕЯњЪлДњРэЮїУХзгS7-200/300/400/1200/1500PLCЁЂЃЈБИгаДѓСПЯжЛѕ АќРЈВПЗжвбОЭЃВњаЭКХПтДцЃЉЪ§ПиЯЕЭГЁЂБфЦЕЦїЁЂШЫЛњНчУцЁЂДЅУўЦСЁЂЫХЗўЁЂЕчЛњЁЂЮїУХзгЕчЯпЕчРТЁЂЮїУХзгШэМўЕШ ,ВЂПЩЬсЙЉЮїУХзгplcФЃПщЮЌаоЗўЮё. ЛЖгРДЕчДЙбЏ

.вКбЙЫХЗўЯЕЭГМђНщ
вКбЙЫХЗўЯЕЭГвдЦфЯьгІЫйЖШПьЃЈЯрЖдгкЛњаЕЯЕЭГЃЉЁЂИКдиИеЖШДѓЁЂПижЦЙІТЪДѓЕШЖРЬиЕФгХЕудкЙЄвЕПижЦжаЕУЕНСЫЙуЗКЕФгІгУЁЃЖјЕчвКЫХЗўЯЕЭГЪЧЭЈЙ§ЪЙгУЕчвКЫХЗўЗЇЃЌНЋаЁЙІТЪЕФЕчаХКХзЊЛЛЮЊДѓЙІТЪЕФвКбЙЖЏСІЃЌДгЖјЪЕЯжСЫвЛаЉжиаЭЛњаЕЩшБИЕФЫХЗўПижЦЁЃ
1.1 вКбЙЫХЗўЯЕЭГЕФзщГЩ
вКбЙЫХЗўЯЕЭГжївЊгЩвдЯТМИВПЗжзщГЩЃЈШчЭМ 1ЃЉЃК
- ДЂгЭИз
- гЭБУ
- БШР§ЛЛЯђЗЇ
- вКбЙИз
- ВтСПЗДРЁЯЕЭГ
- ПижЦЯЕЭГ
ЭМ1. вКбЙЫХЗўЯЕЭГ
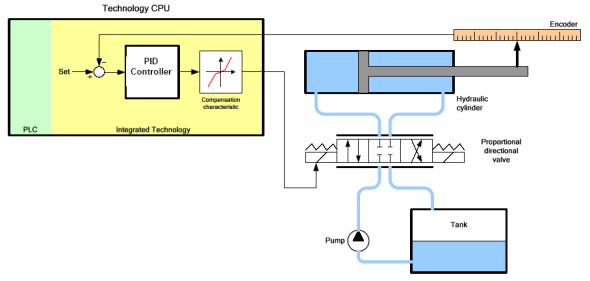
ЪЙгУTCPUПижЦвКбЙЫХЗўЯЕЭГЪБЃЌTCPUОЭЪЧИУЯЕЭГжаЕФПижЦЦїЃЛTCPUПЩвдЭЈЙ§ТіГхЛђепФЃФтСПЪфГіРДПижЦБШР§ЛЛЯђЗЇЕФПЊЖШКЭЗНЯђДгЖјПижЦвКбЙИзЕФдЫЖЏЗНЯђКЭЫйЖШЃЛВтСПЗДРЁЯЕЭГПЩвдгЩЩшБИБрТыЦїЛђепФЃФтСПаХКХЭЈЙ§IM174НгПкФЃАхЛђФЃФтСПЪфШыФЃАхНЋаХКХЗДРЁИјTCPUЁЃ
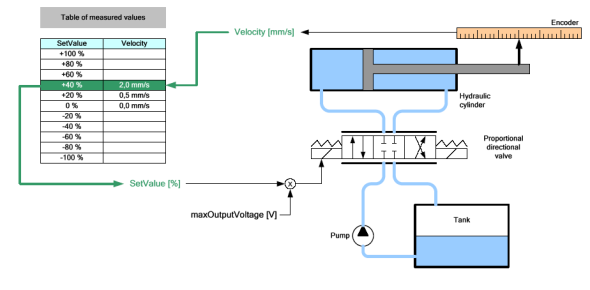
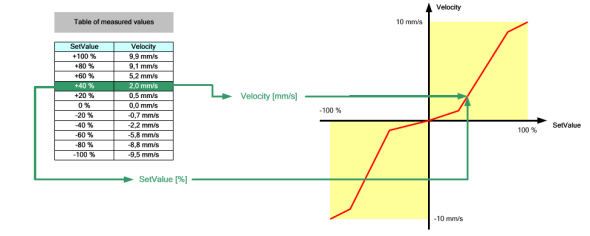
1.2 вКбЙЫХЗўЯЕЭГгыЕчЦјЫХЗўЯЕЭГЧјБ№
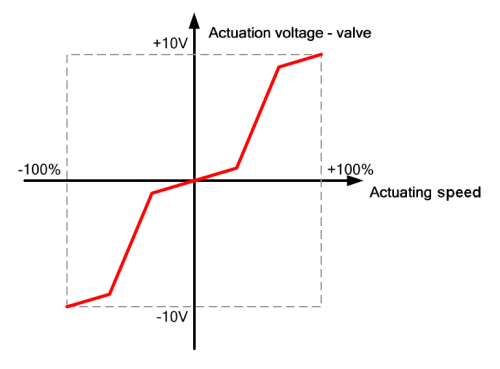
ПижЦЕчЦјЫХЗўЯЕЭГЪБЃЌжДааЛњЙЙЃЈЭЈГЃЮЊЫХЗўЕчЛњЃЉФмЙЛИљОнЫйЖШИјЖЈИФБфдЫааЫйЖШЃЌЯьгІПьЃЌЖЏЬЌЬиадКУЃЌИјЖЈгыЪфГіжЎМфГЪЯпадБШР§ЙиЯЕЃЛЖјвКбЙЫХЗўЯЕЭГгЩЦфвКбЙгЭЕФЮяРэЬиадОіЖЈСЫЦфЯьгІЫйЖШКЭЖЏЬЌЬиадЖМНЯЕЭЃЌЖјЧвдквКбЙЫХЗўЯЕЭГЦєЖЏЁЂЭЃжЙвдМАЛЛЯђЪБЖМЛсГіЯжДѓжЭКѓадЃЌетбљОЭЕМжТЪфГіИјЖЈгыжДааЫйЖШжЎМфЕФЙиЯЕВЂВЛЪЧЯпаЮЕФЃЈШчЭМ 2ЃЉЃЌетбљЃЌвЛЕЉЮвУЧЛЙвдПижЦЯпадЕчЦјжсЕФФЃаЭРДПижЦЗЧЯпадвКбЙжсЪБЃЌЫйЖШЛсЗЧГЃВЛЮШЖЈЃЌЖјЧвЮЛжУБеЛЗЛсВЛЭЃЕФаое§гЩЫйЖШВЛЮШЖЈЫљДјРДЕФЮЛжУЦЋВюЃЌетЪБвКбЙжДааЛњЙЙОЭЛсРДЛиЬјЖЏЛђепЖЖЖЏЃЌдьГЩЖЈЮЛЮѓВюДѓЩѕжСЫ№ЛЕЛњаЕЩшБИЁЃЫљвдЮвУЧдкПижЦвКбЙЫХЗўЯЕЭГЪБОЭгІИУЯШСЫНтИУЯЕЭГЕФИјЖЈгыЪфГіжЎМфЕФЙиЯЕЃЌШЗЖЈВЙГЅЧњЯпРДБЃжЄжДааЛњЙЙЦНЮШдЫааЁЃ
ЭМ 2. ИјЖЈгыЪЕМЪЫйЖШЕФЙиЯЕ
дк TCPU жаЃЌВЙГЅЧњЯпПЩвдгЩЖржжЗНЗЈРДШЗЖЈЃЌР§Шч S7T Config жаЕФ Trace ЙЄОпЃЌИљОнЪфГіВЛЭЌЕФИјЖЈжЕКЭЪЕМЪЕФЫйЖШжЕРДШЗЖЈВюВЙЕуЃЌНЋВюВЙЕуЕФжЕвдБэИёЕФЗНЪНЬэШыЕН Cam Disk ЃЈЭЙТжХЬЃЉжаЁЃ
БОЮФжївЊНщЩмЪЙгУздЖЏЛёЕУВЙГЅЧњЯпЙІФмПщ FB 520“GetCharacteristics” КЭ FB 521“WriteCamData”РДШЗЖЈВюВЙЧњЯпЁЃ
ЮїУХзг6RA7018-6DS22-0 жБСї
ЮїУХзгжБСїЕїЫйЦї ЮїУХзгжБСїБфЦЕЦї ЮїУХзгжБСїЕїЫйзАжУ ЮїУХзг6RAШ§ЯрЧХ
2.ЯЕЭГНсЙЙМАШэгВМўвЊЧѓ
2.1 ЯЕЭГНсЙЙ
БОЯЕЭГЕФИјЖЈКЭЗДРЁОљЪЙгУИпадФмET200MДјAI/AOФЃАхРДЪЕЯжЃЈШчЭМ 3ЃЉЃК
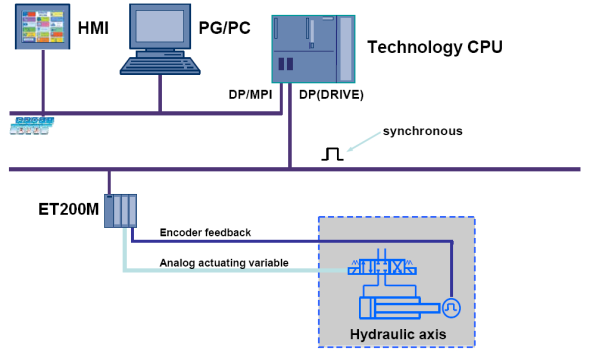
ЭМ 3. ЯЕЭГНсЙЙЭМ
2.2 гВМўМАШэМўвЊЧѓ
| УћГЦ | Ъ§СП | ЖЉЛѕКХ |
| CPU 315T-2 DP | 1 | 6ES7315-6TG10-0AB0 Or 6ES7315-6TH13-0AB |
| Firmware: V2.6 | ||
| Or CPU 317T-2 DP | 1 | 6ES7317-6TJ10-0AB0 Or 6ES7317-6TK13-0AB0 |
| Firmware: V2.6 | ||
| Micro Memory Card 4MB | 1 | 6ES7953-8LM20-0AA0 |
| Interface module IM174 | 1 | 6ES7174-0AA00-0AA0 |
| Or ET200M / ET200S | 1 | 6ES7 153-2BA02-0xB0 or 6ES7 151-1BA02-0AB0 |
| STEP 7 | 1 | 6ES7810-4CC08-0YA7 Version: V5.4 вдЩЯ |
| S7 Technology | 1 | 6ES7864-1CC41-0YX0 Version: V4.1 вдЩЯ |
Бэ 1. гВМўМАШэМўвЊЧѓ
3.ЯюФПХфжУЙ§ГЬЃК
3.1 гВМўзщЬЌ
дк SIMATIC ЙмРэЦїжаДДНЈаТЕФЯюФПВЂЬэМгвЛИі SIMATIC 300 еОЕуЁЃИљОнЪЕМЪгВМўХфжУгВМўзщЬЌЃЌБОР§жаЪЙгУФЃФтСПЪфШыЪфГізїЮЊИјЖЈКЭЗДРЁаХКХЁЃзщЬЌФЃФтСПЪфШыЪфГіВЂЗжХф I/O ЕижЗ(ЭМ 4)ЃЛ
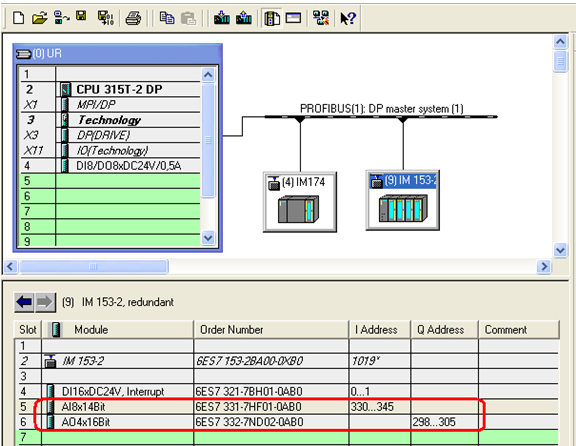
ЭМ 4. гВМўзщЬЌ
3.2 дк S7T Config жаХфжУвКбЙжс
дк S7T Config ЕФфЏРРЦїжаЃЌЫЋЛї“ВхШыжс”(Insert axis)ЃЈЭМ 5ЃЉ
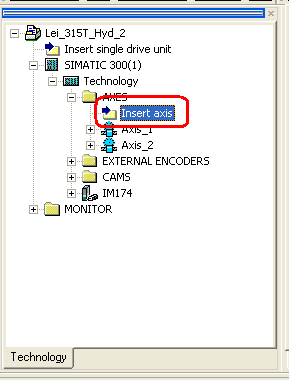
ЭМ 5. ВхШывКбЙжс
дк“ГЃЙц”(General) бЁЯюПЈжаЃЌбЁдё“ЫйЖШПижЦ”(Speed control) КЭ“ЖЈЮЛ”(Positioning) ПижЦШЛКѓДђПЊжсЯђЕМЃЛ
дкжсРраЭЛАПђжаЃЌбЁдё“вКбЙ”(Hydraulic) жсРраЭЁЃ НЋЗЇРраЭЖЈвхЮЊ“Q ЗЇ”(Q valve)ЃЈЭМ 6ЃЉЁЃ
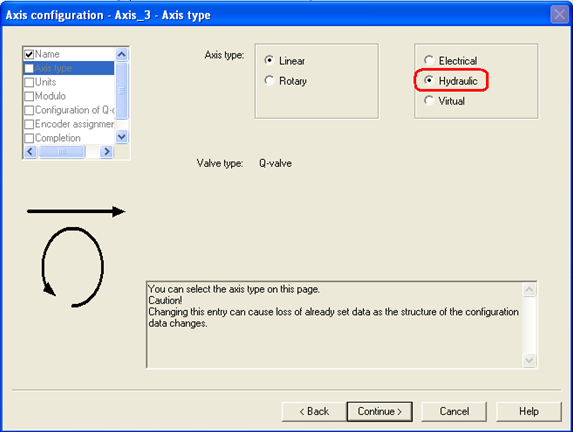
ЭМ 6. бЁдёжсЕФРраЭ
ХфжУЭъвКбЙжсЕФЮяРэЕЅЮЛМАФЃЖШКѓЃЌНјШыЕНЪфШыЪфГіЕФХфжУНчУцЃЌВЂбЁдёЦфЪфГіЗНЪНФЃФтСПЪфГіФЃАхЃЈЭМ7 ЃЉЃЛ
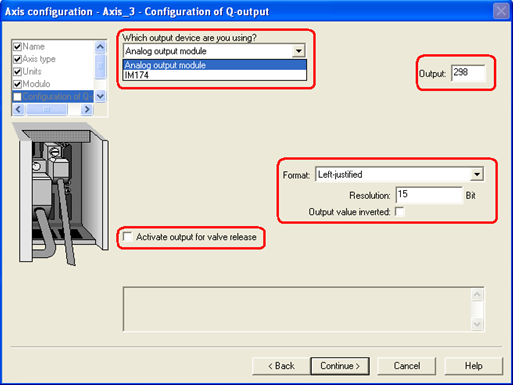
ЭМ 7. бЁдёЪфГіЗНЪН
бЁдёЪфГіЩшБИЮЊФЃФтСПЪфГіФЃПщЃЌЬюШыЯргІВЮЪ§:
- Output:ФЃФтСПЪфГіЕижЗ
- Format:ET200M/ET200SбЁдёLeft-justified
- Resolution:ФЃФтСПФЃАхЕФЪфГіОЋЖШЃЈВЛКЌЗћКХЮЛЃЉ
ЕуЛїМЬајНјШыЕНЮЛжУЗДРЁВЮЪ§НчУцЃЌЬюШыЪЙгУЕФФЃФтСПЪфШыЕФЕижЗЃЈЭМ 8ЃЉЃК
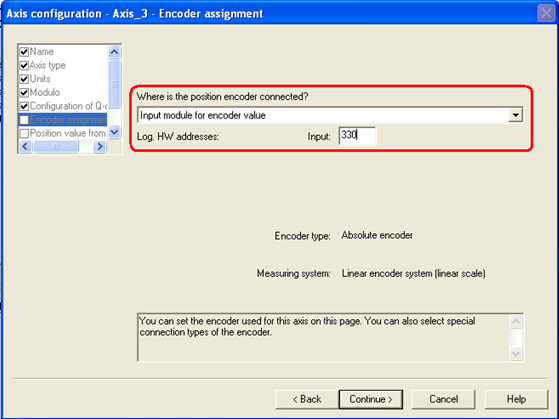
ЭМ 8. бЁдёЗДРЁЗНЪН
ЕуЛїМЬајЃЌНјШыЕНЮЛжУЗДРЁВЮЪ§ЗжХфНчУцЃЈЭМ 9ЃЉЃК
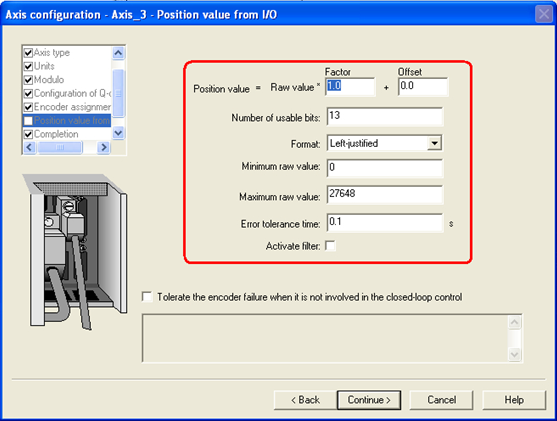
ЭМ 9. ЗДРЁВЮЪ§ЗжХф
ЯрЙиЪфШыВЮЪ§ЃК
- Factor/Offset:ЪфШыЯЕЪ§МАЦЋжУ
- Usable bits: ФЃФтСПФЃАхЕФЪфШыОЋЖШЃЈВЛКЌЗћКХЮЛЃЉ
- Minimum value:ЪфШыЕФ**аЁжЕ
- Maximum value:ЪфШыЕФ**жЕ
ЗжХфЭъЫљгаВЮЪ§ЃЌЕЅЛї“ЭъГЩ”(Finish) ЭЫГіжсзщЬЌЖдЛАПђЁЃ
ЮїУХзг6RA7018-6DS22-0 жБСї
ЮїУХзгжБСїЕїЫйЦї ЮїУХзгжБСїБфЦЕЦї ЮїУХзгжБСїЕїЫйзАжУ ЮїУХзг6RAШ§ЯрЧХ
3.3 НЈСЂВЙГЅЧњЯпЭЙТжХЬ
ИљОнЧАЮФЫљЬсЕНЕФЃЌвКбЙЫХЗўЯЕЭГашвЊШЗЖЈвЛЬѕВЙГЅЧњЯпРДЯпадЛЏЪфГіБфСПгывКбЙжсЫйЖШжЎМфЕФЙиЯЕЁЃдк TCPU жаЭЈЙ§ЪЙгУЭЙТжХЬЃЈCam DiskЃЉЙЄвеЖдЯѓРДШЗЖЈВЙГЅЧњЯпЃЌвКбЙЫХЗўжсЕФВЙГЅЧњЯпЗДгГСЫвКбЙБШР§ЗЇЪфГіИјЖЈгывКбЙжсЫйЖШжЎМфЕФЖдгІЙиЯЕЁЃгЩгкБОЮФЪЙгУЙІФмПщ FB 520 “GetCharacteristics” КЭ FB 521“WriteCamData” РДздЖЏЛёЕУВЙГЅЧњЯпЃЌЫљвдашвЊНЈСЂСНИіЭЙТжХЬЃЈCam DiskЃЉРДШЗЖЈВЙГЅЧњЯпЁЃЦфжа**ИіЭЙТжХЬЪЧгУРДВтСПЁЂбАевВЙГЅЕуЃЌЖјВтСПКѓЕФНсЙћЛсаДШыЕНСэЭтвЛИіЭЙТжХЬЃЌетИіБЛаДШыЕФЭЙТжХЬвВОЭЪЧЕБЧАвКбЙЫХЗўЯЕЭГЕФ**жеВЙГЅЧњЯпЁЃ
дк CAMS ЯТУцНЈСЂСНИіЭЙТжХЬЃЌЗжБ№ШЁУћЮЊЃКCam_Profile гы Cam_ReferenceЃЌВЂЬюШыСНИіВюВЙЕуУшЛцвЛЬѕЪфГіИјЖЈгыжДааЫйЖШМфЕФВЮПМЙиЯЕЧњЯпЃЌШчЭМ 10ЃК
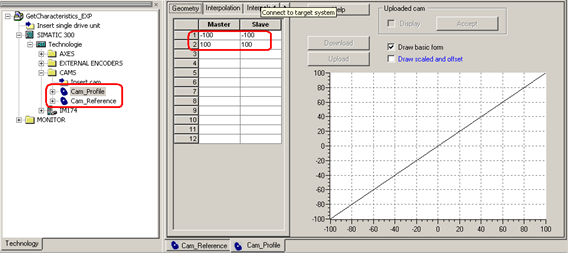
ЭМ 10. НЈСЂВЙГЅЧњЯпЭЙТжХЬ
зіКУвдЩЯЙЄзїКѓЃЌНЋ S7T-Config ДцХЬБрвыЃЌВЂНЋзщЬЌКУЕФжсКЭЭЙТжХЬЕШЙЄвеЖдЯѓЩњГЩЯргІЕФЙЄвеЖдЯѓЪ§ОнПщЃЌВЂЯТдиЕН TCPUЁЃБОР§жаЙЄвеЖдЯѓЪ§ОнПщЖдгІЮЊЃК
- AxisЃКDB3;
- Cam_Reference: DB4;
- Cam_Profile: DB5;
4.БраДгУЛЇГЬађ
4.1 ЪЙгУ FB 520 КЭ FB 521 здЖЏЛёЕУВЙГЅЧњЯп
FB 520 “GetCharacteristics” КЭ FB 521“WriteCamData”СНИіЙІФмПщВЂУЛгадк S7-Tech ПтжаЬсЙЉЃЌЫљвдашвЊЕНвдЯТСДНгЯТдиР§згЯюФПЃЌВЂНЋЯюФПжаЕФFB520КЭFB521ИДжЦЕНздМКЕФЯюФПжаРДЁЃ
4.2 FB 520 КЭ FB 521 ЕФЙІФмНщЩм
4.2.1 FB 520 “GetCharacteristics”
ЭЈЙ§ИУЙІФмПщЃЌЯЕЭГФмЙЛжДааВтСПВЂЕУЕНЕБЧАвКбЙЯЕЭГЕФВЙГЅЧњЯпЃЌВЂНЋЯргІЕФCam DiskМЄЛюЮЊЕБЧАвКбЙЯЕЭГЕФProfileЁЃЦфФкВПЕїгУНсЙЙШчЭМ 11ЃК
ЭМ 11. FB 520 НсЙЙ
4.2.2 FB 521 “WriteCamData”
ИУЙІФмПщФмЙЛНЋВтСПЕФВЙГЅЧњЯпаДШыЕНЯргІЕФCam DiskжаЁЃЦфФкВПЕїгУНсЙЙШчЭМ 12ЃК
ЭМ 12. FB 521 НсЙЙ
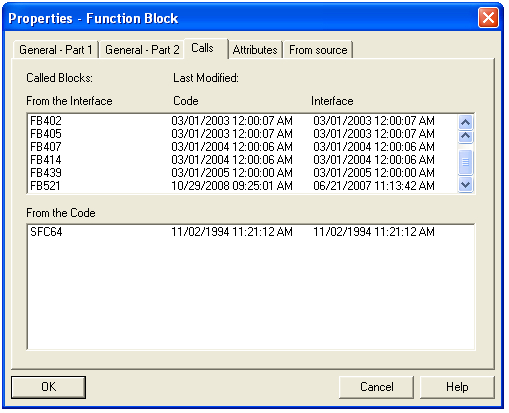
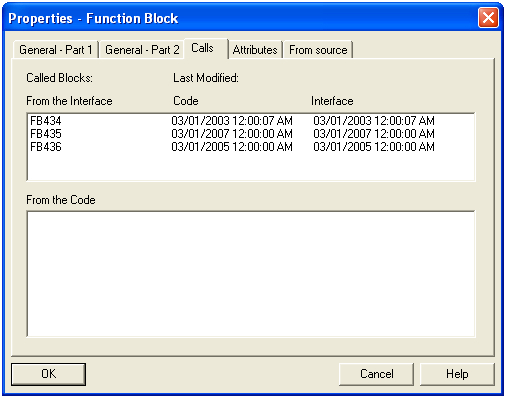
гЩетСНИіЙІФмПщЕФНсЙЙЭМПЩвдПДГіЃЌЦфФкВПЕїгУСЫКмЖрS7-TechРяУцЕФЙІФмПщЃЌЫљвдашвЊНЋетаЉЙІФмПщИДжЦЕНЕБЧАЕФЯюФПжаРДЁЃЖјЧвЃЌПЩвдПДЕНдкFB520ЙІФмПщФкВПвбОЕїгУСЫFB521ЃЌЫљвджЛвЊБЃжЄFB 521дкЯюФПжаДцдкОЭПЩвдСЫЃЌВЛашвЊдкГЬађжаЕЅЖРЕїгУЁЃБэ 2 ЮЊFB520,FB521ЫљЪЙгУЕНЕФS7-TechЙІФмПщЃК
| PLC-Open FB | ЙІФм |
| FB 402 “MC_Reset” | ИДЮЛПЩФмГіЯжЕФДэЮѓ |
| FB 405 “MC_Halt” | ЭЃжЙжсдЫЖЏ |
| FB 407 “MC_WriteParameter” | аДЯЕЭГВЮЪ§ |
| FB 414 “MC_MoveVelocity” | ЪЙжсдЫЖЏЃЌВЂПЩИФБфЦфдЫааЫйЖШ |
| FB 434 “MC_CamClear” | ЩОГ§вЛИіЭЙТжХЬжаЕФЫљгаВхВЙЕу |
| FB 435 “MC_CamSectorAdd” | ВхШывЛИіаТЕФВхВЙЕуЕНЭЙТжХЬжа |
| FB 436 “MC_CamInterpolate” | аоИФЭЙТжХЬЕФВхВЙЕу |
| FB 439 “MC_SetCharacteristics” | МЄЛювЛИіЭЙТжЧњЯпзїЮЊвКбЙЗЇЕФЬиадЧњЯп |
Бэ 2. ЪЙгУЕФ S7-Tech ЙІФмПщ
4.2.3 FB520ЕФЙмНХМАЦфЖЈвхЃЈЭМ 13 МАБэ 3ЃЉЃК
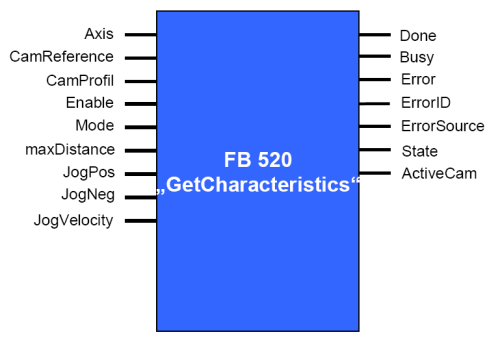
ЭМ 13. FB 520 ЙмНХЖЈвх
| УћГЦ | КЌвх |
| ЪфШыВЮЪ§ | |
| Axis | вКбЙжсЙЄвеDBКХ |
| CamReference | жДааВтЪдЪБЕФВЮПМЭЙТжХЬЕФЙЄвеDBКХ |
| CamProfil | **жевЊаДШыЕФЭЙТжХЬЕФЙЄвеDBКХ |
| Enable | ЪЙФм |
| Mode | жДааФЃЪН |
| maxDistance | жДааВтЪдЪБЕФ**вЦЖЏОрРы |
| JogPos | е§ЯђЕуЖЏ |
| JogNeg | ИКЯђЕуЖЏ |
| JogVelocity | ЕуЖЏЫйЖШ |
| ЪфГіВЮЪ§ | |
| Done | ВтСПЭъГЩ |
| Busy | УІ |
| Error | гаДэЮѓ |
| ErrorID | ДэЮѓДњТы |
| ErrorSource | ДэЮѓдД |
| State | ЕБЧАзДЬЌ |
| ActiveCam | ЕБЧАжДааЕФЭЙТжХЬЕФЙЄвеDBКХ |
Бэ 3. FB 520 ЙмНХЖЈвх
4.3 дкOB1жаЕїгУFB520ЃЈЭМ 14ЃЉ
ЭМ 14. дк OB1 жаЕїгУ FB 520
ЪЙгУВНжшЃК
- НЋЙЄвеЖдЯѓЕФ DB КХЬюШыЕНЯргІЕФЙмНХЩЯЃЛ
- ЭЈЙ§ЕуЖЏЃЈJogЃЉЙмНХЃЌНЋвКбЙжсвЦЖЏЕНвЊдЫааЕФ**ГѕЪМЮЛжУЃЛ
- дк maxDistance ЙмНХЩЯЬюШывЊжДааВтСПЕФ**ааГЬЃЌетРяНЈвщЬюШыЕФааГЬОрРывЊДѓгке§ГЃдЫааЪБЕФЙЄзїааГЬЃЌЕЋзЂвтВЛвЊГЌЙ§вКбЙИзЕФ**ааГЬЃЛ
- зМБИЙЄзїОЭаїКѓЃЌНЋЪЙФмЮЛЃЈEnableЃЉжУ 1ЃЌетЪБвКбЙИзЛсЦєЖЏМьВтЙ§ГЬЃЌПЩвдЭЈЙ§зДЬЌзжЃЈStateЃЉЙлВьЕБЧАЕФжДааЧщПіЁЃ
- ЕБВтСПНсЪјКѓЃЌЭъГЩЮЛЃЈDoneЃЉжУ 1ЃЌБэЪОВтСПЙЄзївбОЭъГЩЃЌЖјЧвВтСПГіРДЕФВЙГЅЧњЯпвбОаДШыЕН Cam_Profile ЭЙТжХЬжаЁЃ
4.4 FB 520 “GetCharacteristics” ЕФВтСПдРэЃЈЭМ 15ЃЉ
- TCPU ЭЈЙ§ФЃФтСПЪфГіНЋИјЖЈЗЂЫЭИјвКбЙЗЇЃЌВЂМЄЛюЦфЖЏзїЃЛ
- вКбЙЗЇПЊЦєКѓЃЌЯргІСїСПЕФвКбЙгЭзЂШыЕНвКбЙИзВЂЭЦЖЏвКбЙжсдЫЖЏЃЛ
- вКбЙжсЕФвЦЖЏЫйЖШгЩЮЛжУЗДРЁЯЕЭГМьВтВЂДцДЂдк TCPU ФкЃЛ
ЭМ 15. FB 520 ЕФВтСПдРэ
4.5 FB 520 “GetCharacteristics” ВЙГЅЧњЯпЕФаДШыЙ§ГЬЃЈЭМ 16ЃЉЃК
- ЕБЫљгаЮЛжУЩЯЕФВтСПжЕМЧТМЭъГЩКѓЛсвдЭЙТжХЬЕФаЮЪНДцдк TCPU жаЃЛ
- ЭЙТжХЬЕФзјБъЗжБ№ЖдгІЕФЪЧЗЇЕФИјЖЈПЊЖШКЭвКбЙжсЕФЕБЧАЫйЖШЃЛ
- **Кѓ TCPU ЛсжДаа FB439 MC_SetCharacteristic НЋЕБЧАЭЙТжХЬМЄЛюЮЊвКбЙжсЕФВЙГЅЧњЯпЁЃ
ЭМ 16. ВЙГЅЧњЯпЕФаДШыЙ§ГЬ
ЮїУХзг6RA7018-6DS22-0 жБСї
ЮїУХзгжБСїЕїЫйЦї ЮїУХзгжБСїБфЦЕЦї ЮїУХзгжБСїЕїЫйзАжУ ЮїУХзг6RAШ§ЯрЧХ
4.6 FB 520 “GetCharacteristics” жДааЪБЕФЛљБОВНжш
- ГѕЪМЛЏ FB 520ЃК
ЩњГЩЕФЯпадВЮПМЭЙТжХЬБЛМЄЛюЃЌВЂЧввКбЙжсБЛЩшжУЮЊБеЛЗФЃЪНЃЛ - МьВтвКбЙжсЕФЫРЧјЃК
ИљОн TCPU ЗЂГіЕФФПБъИјЖЈвдМАвКбЙжсЕФЯьгІЪБМфМЦЫуГіЫРЧјЃЛ - гЩе§ЗНЯђПЊЪМВтСПВЙГЅЧњЯпЃК
гЩе§ЗНЯђПЊЪМЃЌTCPU дкВЛЭЌЕФЮЛжУЩЯИјГівЛЯЕСаИјЖЈЫйЖШЃЌВЂИљОнЗДРЁЫйЖШВтСПВЙГЅЕуЃЌВтСПНсЪјКѓЛиЕНГѕЪМЮЛжУЃЛ - гЩИКЗНЯђПЊЪМВтСПВЙГЅЧњЯпЃК
гЩИКЗНЯђПЊЪМЃЌTCPU дкВЛЭЌЕФЮЛжУЩЯИјГівЛЯЕСаИјЖЈЫйЖШЃЌВЂИљОнЗДРЁЫйЖШВтСПГЅЕуЃЌВтСПНсЪјКѓЛиЕНГѕЪМЮЛжУЃЛ - аДШыВЂМЄЛюВтСПГіЕФВЙГЅЧњЯпЃК
TCPU НЋВтСПЕФВЙГЅЧњЯпаДШыЕНСэЭтвЛИіЭЙТжХЬЃЌВЂНЋЦфМЄЛюЮЊЕБЧАвКбЙжсЕФ**жеГЅЧњЯпЁЃ
4.7 FB 520 “GetCharacteristics” ЕФ 42 жжжДаазДЬЌЃЈЭМ 17ЃЉЃК
- 0-41ЃКГѕЪМЛЏ
- 42-44ЃКЫРЧјМьВт
- 45-47ЃКвЦЖЏЕНГѕЪМЮЛжУ
- 50-101ЃКе§ЯђМьВт
- 110-111ЃКвЦЖЏЕНе§Яђ**ЮЛжУ
- 120-171ЃКЗДЯђВтСП
- 180-181ЃКвЦЖЏЕНГѕЪМЮЛжУ
- 190-210ЃКаДШыВЂМЄЛюВЙГЅЧњЯп
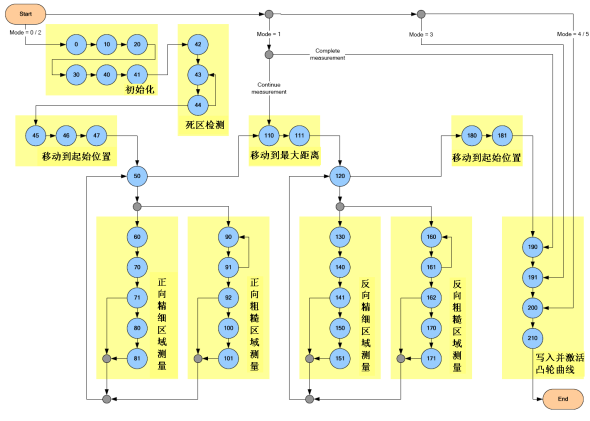
ЭМ 17ЃКFB 520 ЕФ42жжжДаазДЬЌЃЈStateЃЉ
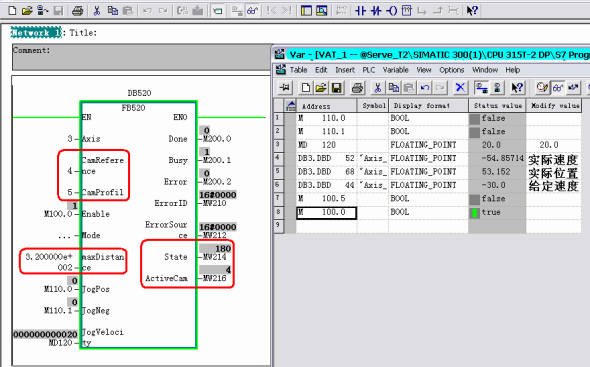
5.жДааНсЙћ
дкFB520жДааздЖЏМьВтжЎКѓЃЌПЩвдЭЈЙ§дкЯпЕФЗНЪНВьПДВтСПГіРДЕФВЙГЅЧњЯпЃЌШчЭМ 18ЃК
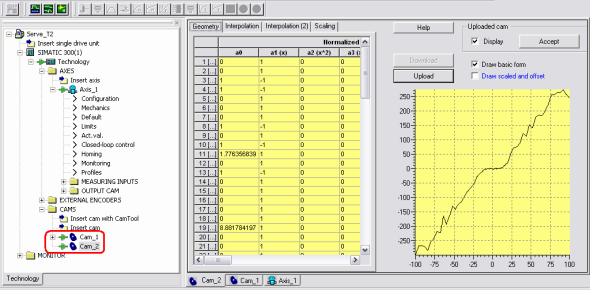
ЭМ 18. дкЯпВьПДВтСПГіРДЕФВЙГЅЧњЯп
ЕНетРяЮЊжЙЃЌвКбЙЫХЗўжсЕФВЙГЅЧњЯпвбОНЈСЂЃЌдк TCPU жаОЭПЩвдЪЙгУЦфЖЈЮЛЙІФмПщЖдвКбЙжсНјааПижЦСЫЃЌПижЦЦїЛсздЖЏЪЙгУВЙГЅЧњЯпжаЕФЫйЖШЖдгІЙиЯЕЕїНкЪфГіЁЃгаЙиИќЖрвКбЙжсЕФЪЙгУЧыВЮПМ TCPU ЪжВс
1 ЯЕЭГИХЪі
MASTERDIVE МвзхЕФ6SE70ЯЕСаБфЦЕЦїАќКЌVCКЭ MCСНжжБфЦЕЦїЁЃ
MC зЈУХгІгУгкдЫЖЏПижЦЯЕЭГЃЌЙуЗКгІгУгкОЋМгЙЄаавЕЃКГЕДВЃЌгЁЫЂЃЌЗФжЏЃЌЛњаЕМгЙЄЕШЁЃ
ЪЙгУMCПижЦЦїПЩЪЕЯжШчЯТЙІФмЃК
•® ЫйЖШПижЦ
•® ЮЛжУПижЦ
•® зАжУжЎМфЕФНЧЭЌВНПижЦ
MCжаАќКЌФЃПщЛЏЕФШэМўЩшМЦЃК
•® ЧПДѓЕФздгЩЙІФмПщЃЈАќКЌЛљБОЖЈЮЛЙІФмЃЉ
•® ЙЄвеШэМўАќF01
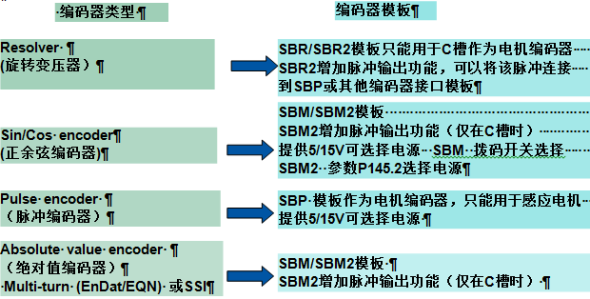
MCЯЕЭГЕФЙІТЪВПЗжгыVCЕФЙІТЪВПЗжЯрЭЌЃЌАДееВЛЭЌзАжУНсЙЙПЩЛЎЗжЮЊЃЈМћЭМ1ЃЉЃК

ЭМ1
ЦфжадіЧПЪщБОаЭзАжУЃЌПижЦАхгыЙІТЪдЊМўЮЊвЛЬхЃЌвдЕУЕНИќМгНєДеЕФНсЙЙЃЌЖјЪщБОаЭзАжУКЭзАЛњзАЙёаЭзАжУдђгЕгаЖРСЂЕФЕчзгЯфЃЌПижЦАхПЩвдВхАЮЃЌЗНБуИќЛЛЁЃИќЛЛЪщБОаЭЛђзАЛњзАЙёаЭзАжУЕФПижЦАхКѓЃЌВйзїШчЯТЃК

ЭМ2
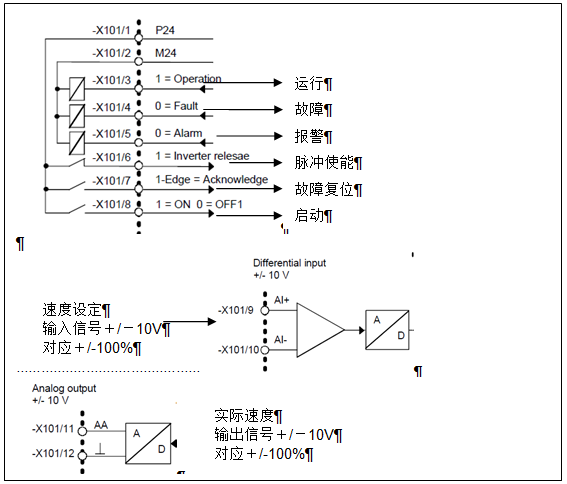
2 БрТыЦїЕФЪЙгУ
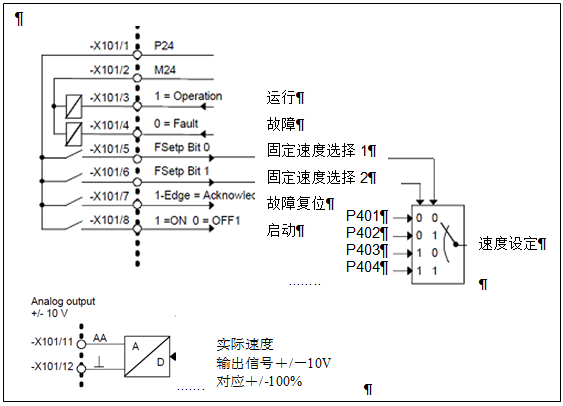
MCвЊЪЕЯжЖЈЮЛПижЦЃЌашвЊЪЙгУБрТыЦїзїЮЊЫйЖШКЭЮЛжУЕФЗДРЁаХКХЁЃ
БрТыЦїдкАВзАЪЙгУЩЯЗжЮЊЕчЛњБрТыЦїЃЌЭтВПБрТыЦїЁЃЖўепПЩвдЭЌЪБЪЙгУЃЌвВПЩвдЕЅЖРЪЙгУЁЃ
ЕчЛњБрТыЦїЃЌАВзАдкЕчЛњжсЩЯЃЌПЩвдВтСПЕчЛњЕФзЊЫйвдМАЕчЛњЕФЮЛжУЃЌЭЌЪБПЩвдЭЈЙ§ЛњаЕЩшБИЕФБфБШЙиЯЕЃЌЗДгГГіЛњаЕЩшБИЕФЮЛжУЁЃ
ЭтВПБрТыЦїЃЌАВзАдкЛњаЕЩшБИЩЯЃЌгУгкМьВтЩшБИЕФЮЛжУЃЌПЩвдИќзМШЗЕиЗДгГ**жеЛњаЕЩшБИЕФЮЛжУЁЃ
ЕчЛњБрТыЦїашвЊНЋБрТыЦїАхзАдкCВлЁЃ
ПЩвдЪЙгУЕФБрТыЦїРраЭЃЌвдМАБрТыЦїНгПкФЃАхШчЭМ3ЫљЪО
ЭМ3
3 ЕчЛњРраЭ
MCПижЦЦїПЩвдЧ§ЖЏЭЌВНЕчЛњЃЌвьВНЕчЛњ, РраЭЭЈЙ§P095НјаабЁдёЁЃЃЈЭМ4ЃЉ

ЭМ4
зЂвтЃК
дкЪЙгУгРДХЭЌВНЕчЛњЪБЃЌашвЊзЂвтзЊзгСуЕуЕФЮЪЬтЁЃ
ЮїУХзгБъзМЭЌВНЫХЗўЕчЛњдкГіГЇЪБЃЌвбОБЃжЄБрТыЦїЕФСуЕугызЊзгСуЕуЖдгІЃЌДЫЪБашвЊБЃжЄЖЏСІЕчРТЕФЯрађU,V,WгыБфЦЕЦїЕФЪфГіЯрађЯрЭЌЁЃ
ЖдгкУЛгаШЗЖЈзЊзгМЋЮЛжУЕФЭЌВНЕчЛњЃЌЛђепгУЛЇздМКИќЛЛСЫБрТыЦїЃЌашвЊНјаазЊзгСуЕуЕФаЃе§ЃЌЗёдђЛсЕМжТЕчЛњЪЇПиЁЃ
4 ЯЕЭГЩшЖЈ
4.1 ЛжИДЙЄГЇЩшЖЈ
**ДЮЪЙгУMCПижЦЦїЃЌЪз**ааВЮЪ§ЕФЙЄГЇИДЮЛЃЌБЃжЄВЮЪ§ЛжИДЕНЙЄГЇЩшЖЈжЕЁЃ
ЮїУХзг6SE7041-2WL84-1JC1
ЭМ5
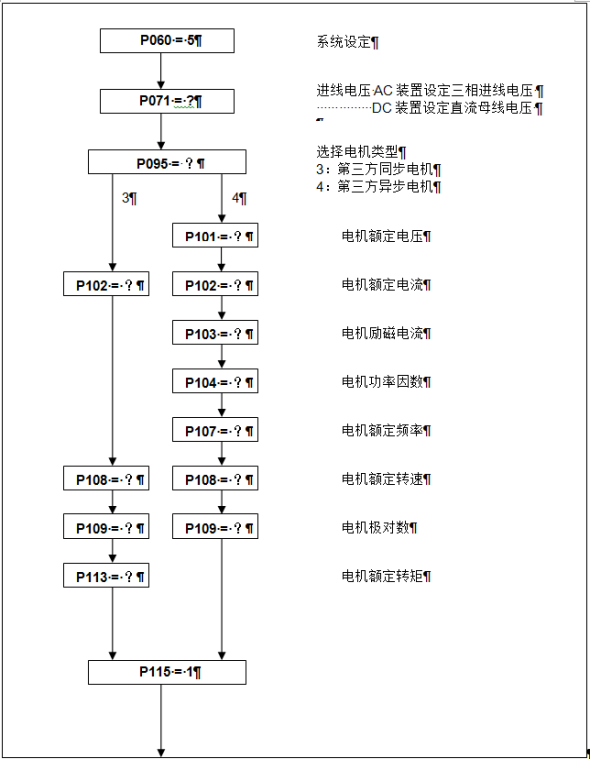
4.2ЪЙгУЮїУХзгБъзМЕчЛњЪБЕФЯЕЭГВЮЪ§ЩшЖЈ

ЭМ6
4.3 ЕкШ§ЗНЕчЛњЩшЖЈ
ЕБЪЙгУЕкШ§ЗНЕчЛњЪБЃЌШчЙћгУЛЇЯывЊЪЙгУБъзМЕФПижЦЗНАИдђашвЊЪз**ааЯТСаВйзїЁЃ
ЭМ7
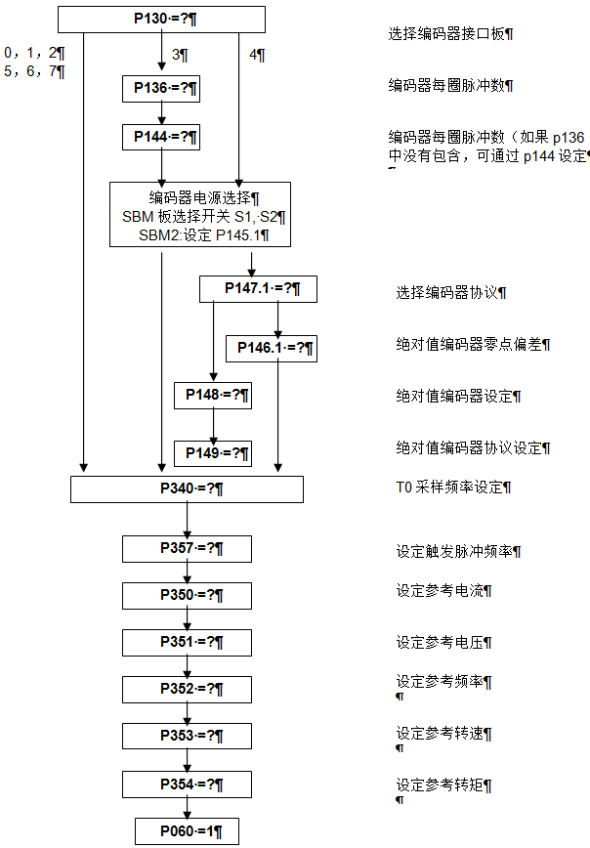
ЭМ8
гЩгкЕкШ§ЗНЕчЛњЭЈГЃВЛЬсЙЉЕчЛњЕФзшПЙЕШВЮЪ§ЃЌЫљвдашвЊНјаагХЛЏРДбАеветаЉЕчЛњЕФВЮЪ§ЃК

ЭМ9
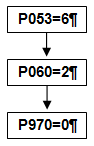
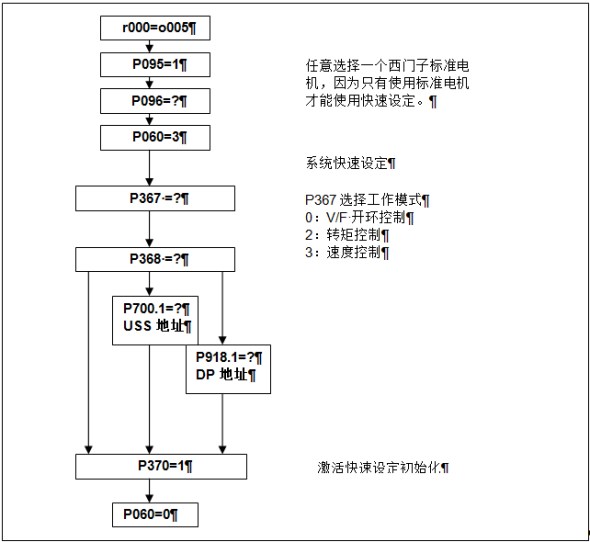
5 ЯЕЭГБъзМХфжУЃЈp368ЃЉ
p368=1 ЖЫзгПижЦ
ЭМ10
p368=2ЖЫзгКЭЙЬЖЈЦЕТЪЩшЖЈПижЦ
ЭМ11
p368=3ЖЫзгКЭЕчЖЏЕчЮЛМЦЩшЖЈПижЦ

ЭМ12
p368=0 PMUУцАхПижЦЃЈНіЖдгкЪщБОаЭКЭзАЛњзАЙёаЭзАжУЃЉ

ЭМ13
p368=4 USSЭЈбЖПижЦ

ЭМ14
p368=6 PROFIBUS DP ЭЈбЖПижЦ

ЭМ15
6 DriveMonitorШэМўЕїЪд
ДђПЊШэМўЃЌЩшжУСЌНгЖЫПкЃК
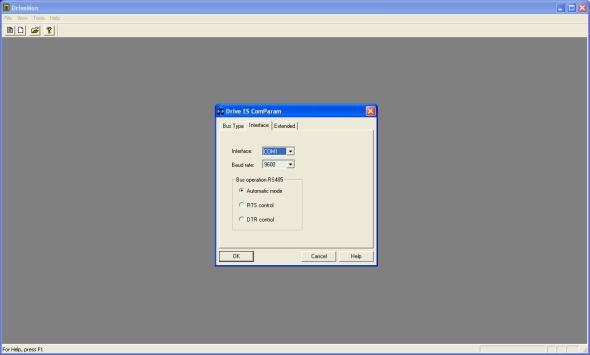
ЭМ16
бЁдёзАжУРраЭЃЌНЈСЂВЮЪ§БэЃК

ЭМ17
НјШыВЮЪ§БэЃЌбЁдёдкЯпСЌНгАДХЅЃК

ЭМ18
ДђПЊЦСФЛЯТВПЙЄОпРИЕФВйзїУцАхЃК

ЭМ19
МЄЛюжїПиЧыЧѓЃЌПЩвдЭЈЙ§ИУВйзїУцАхНјааПижЦЃЈБиаыЪзЯШЭъГЩЯЕЭГВЮЪ§ЩшЖЈЃЉ

ЭМ20
7 МЄЛюЮЛжУПижЦЦї
дкБЃжЄЫйЖШФЃЪНФме§ГЃЙЄзїКѓЃЌШчЙћашвЊЪЙгУMCЯЕЭГЕФЖЈЮЛЙІФмЃЌдђашвЊЪжЖЏМЄЛюЮЛжУПижЦЦїЁЃ
ЩшЖЈP210=1МДПЩЁЃЭЈГЃВЩгУЕФЖЈЮЛЗНЪНгаШчЯТШ§жжЃК
ЮїУХзг6RA7018-6DS22-0 жБСї1.® жБНгЮЛжУПижЦ
дкИУЗНЪНЯТЃЌЭЈЙ§ВЮЪ§P209ЩшЖЈФПБъЮЛжУЃЌдкЦєЖЏУќСюКѓЃЌЕчЛњжБНгдЫааЕНФПБъЮЛжУЃЌИУФЃЪНБШНЯМђЕЅЃЌЕЋЪЧШнвзВњЩњГхЛїЃЌвђДЫдкЩшЖЈФПБъЮЛжУЕФЪБКђЃЌОЁСПНЋЩшЖЈЮЛжУОЙ§аБЦТЗЂЩњЦїЕФЗНЪНзїЮЊИјЖЈЃЌвдБмУтЮЛжУЩшЖЈЕФНздОЁЃ
2. ®ЛљБОЖЈЮЛЙІФм
дкMCЕФздгЩЙІФмПщжаЃЌзЈУХПЊЗЂСЫЛљБОЖЈЮЛЙІФмЃЌПЩвдЪЕЯжвЛаЉМђЕЅЕФЖЈЮЛВйзїЃЌФмЙЛТњзуОјДѓВПЗжЕФЖЈЮЛПижЦЁЃЯъЯИВйзїМАУшЪіМћЛљБОЖЈЮЛЙІФмМђЕЅЕїЪдЪжВсЁЃ
3.® F01ЙЄвеШэМў
дкMCжаЭЌЪБМЏГЩСЫИќМгШЋУцЕФЖЈЮЛПижЦЙЄвеАќЃЌПЩвдТњзуЖржжИДдгЕФЖЈЮЛПижЦвЊЧѓЃЌЕЋЪЧвЊЪЙгУИУШэМўАќЃЌашвЊЙКТђЪкШЈТыЃЌРДМЄЛюИУЙЄвеАќЁЃЙигкF01ЙЄвеШэМўЕФЪЙгУЃЌЧыВЮПМF01МђЕЅЕїЪдЪжВсЁЃ
ЮїУХзгжБСїЕїЫйЦї ЮїУХзгжБСїБфЦЕЦї ЮїУХзгжБСїЕїЫйзАжУ ЮїУХзг6RAШ§ЯрЧХ
 2022Фъ-жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВП
2022Фъ-жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВП 2022Фъ-ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзА
2022Фъ-ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзА 2022Фъ-ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэ
2022Фъ-ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэ 2022Фъ-бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉ
2022Фъ-бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉ
 ЛЊШѓЕчСІКьАВЬьУї150MWЗчЕчЯюФП220kVЩ§бЙеОPCЙЄГЬ
ЛЊШѓЕчСІКьАВЬьУї150MWЗчЕчЯюФП220kVЩ§бЙеОPCЙЄГЬ ЛЊШѓЧхдЖЧхаТСжШЊРЉНЈ50MWЗчЕчЯюФПжїЬхЪЉЙЄЙЄГЬеаБъЙЋИц
ЛЊШѓЧхдЖЧхаТСжШЊРЉНЈ50MWЗчЕчЯюФПжїЬхЪЉЙЄЙЄГЬеаБъЙЋИц ЛЊШѓЫЎФрКЯЦжЗжВМЪНЙтЗќЯюФПEPCЙЄГЬзмГаАќеаБъЙЋИц
ЛЊШѓЫЎФрКЯЦжЗжВМЪНЙтЗќЯюФПEPCЙЄГЬзмГаАќеаБъЙЋИц ЛЊШѓЕчСІР№гуНЕчГЇжќЛвГЁЛЗОГжЮРэМАзлКЯРћгУЙтЗќЯюФП110kV
ЛЊШѓЕчСІР№гуНЕчГЇжќЛвГЁЛЗОГжЮРэМАзлКЯРћгУЙтЗќЯюФП110kV ЩНЮїбєШЊПѓЧјВДРяУКПѓЯюФПОЎЕзГЕГЁЫЎВжЁЂжїХХЫЎБУЗПМАжїБфЕчЫљОђ
ЩНЮїбєШЊПѓЧјВДРяУКПѓЯюФПОЎЕзГЕГЁЫЎВжЁЂжїХХЫЎБУЗПМАжїБфЕчЫљОђ ЩНЮїЯчФўНЙУКМЏЭХЖЋЙЕУКвЕгаЯоЙЋЫОЙЄвЕЙуГЁБпЦТЯюФПжЮРэЙЄГЬзм
ЩНЮїЯчФўНЙУКМЏЭХЖЋЙЕУКвЕгаЯоЙЋЫОЙЄвЕЙуГЁБпЦТЯюФПжЮРэЙЄГЬзм РћгУбЧааДћПюжаЙњЁЊЖЋУЫжааЁЦѓвЕаЭЌДДаТЗЂеЙзлКЯЬсЩ§
РћгУбЧааДћПюжаЙњЁЊЖЋУЫжааЁЦѓвЕаЭЌДДаТЗЂеЙзлКЯЬсЩ§ жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВПЗлУКЛв
жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВПЗлУКЛв ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзАИФдь
ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзАИФдь ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэЙЄГЬеаБъЙЋИц
ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэЙЄГЬеаБъЙЋИц бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉгъКщРдджКІджКѓЛжИД
бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉгъКщРдджКІджКѓЛжИД ЃЈ2022ФъЃЉТГЩНдЅФмГщЫЎаюФмгаЯоЙЋЫОКгФЯТГЩНГщЫЎаюФмЕчеОАВ
ЃЈ2022ФъЃЉТГЩНдЅФмГщЫЎаюФмгаЯоЙЋЫОКгФЯТГЩНГщЫЎаюФмЕчеОАВ ЃЈ2022ФъЃЉКЃФЯаТУНЬхТЬЖМвЛЦкЯюФПЃЈЮїЕиПщЃЉЕчЬнВЩЙКгыАВзА
ЃЈ2022ФъЃЉКЃФЯаТУНЬхТЬЖМвЛЦкЯюФПЃЈЮїЕиПщЃЉЕчЬнВЩЙКгыАВзА ЃЈ2022ФъЃЉЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОЫФХЬЧјСЂОЎОЎЭВзАБИАВзА
ЃЈ2022ФъЃЉЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОЫФХЬЧјСЂОЎОЎЭВзАБИАВзА ЃЈ2022ФъЃЉбЧжоПЊЗЂвјааДћПюЩНЮїГЧЯчЫЎдДБЃЛЄКЭЛЗОГИФЩЦЪОЗЖ
ЃЈ2022ФъЃЉбЧжоПЊЗЂвјааДћПюЩНЮїГЧЯчЫЎдДБЃЛЄКЭЛЗОГИФЩЦЪОЗЖ 2022Фъ-ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ
2022Фъ-ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ 2022Фъ-НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄ
2022Фъ-НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄ 2022Фъ-ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯ
2022Фъ-ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯ 2022Фъ-ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂ
2022Фъ-ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂ 2022Фъ-ГЩзЏПѓбЁУКГЇУКФрИЩдяЯЕЭГИФдьЙЄГЬеаБъЙЋИц
2022Фъ-ГЩзЏПѓбЁУКГЇУКФрИЩдяЯЕЭГИФдьЙЄГЬеаБъЙЋИц 2022Фъ-ИпЧрЯиДКЛузлКЯжЧФмВжХфЮяСїдАЯюФПЪЉЙЄзмГаАќ
2022Фъ-ИпЧрЯиДКЛузлКЯжЧФмВжХфЮяСїдАЯюФПЪЉЙЄзмГаАќ 2022Фъ-ЩТЮїжабЬЙЄвЕгаЯод№ШЮЙЋЫОККжаОэбЬГЇОэАќГ§ГО
2022Фъ-ЩТЮїжабЬЙЄвЕгаЯод№ШЮЙЋЫОККжаОэбЬГЇОэАќГ§ГО 2022Фъ-ЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОУКФрКцИЩЩњВњЯпЧхНрШШдДЙЄ
2022Фъ-ЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОУКФрКцИЩЩњВњЯпЧхНрШШдДЙЄ 2022Фъ-ГаЕТКНЬьЬьЦєЗчЙтДЂЧтвЛЬхЛЏЖрФмЛЅВЙЪОЗЖЯюФП
2022Фъ-ГаЕТКНЬьЬьЦєЗчЙтДЂЧтвЛЬхЛЏЖрФмЛЅВЙЪОЗЖЯюФП 2022Фъ-РћгУбЧжоПЊЗЂвјааДћПюХЉвЕзлКЯПЊЗЂГЄНТЬЩЋЩњЬЌРШЕР
2022Фъ-РћгУбЧжоПЊЗЂвјааДћПюХЉвЕзлКЯПЊЗЂГЄНТЬЩЋЩњЬЌРШЕР 2022Фъ-сдЯиЧАКгПѓвЕгаЯод№ШЮЙЋЫОниЙЕПѓЧјЬьОЎзъЛњЙЄГЬ
2022Фъ-сдЯиЧАКгПѓвЕгаЯод№ШЮЙЋЫОниЙЕПѓЧјЬьОЎзъЛњЙЄГЬ 2022Фъ-ЙуЖЋТНКгГщЫЎаюФмЕчеОЪЉЙЄЕчдДЙЄГЬНЈЩшЯюФПеаБъЙЋИц
2022Фъ-ЙуЖЋТНКгГщЫЎаюФмЕчеОЪЉЙЄЕчдДЙЄГЬНЈЩшЯюФПеаБъЙЋИц ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ3ЁЂЗЕ8ЭЈРШМгЙЬЩшМЦ
ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ3ЁЂЗЕ8ЭЈРШМгЙЬЩшМЦ НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄеаБъЙЋИц
НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄеаБъЙЋИц ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯЯюФППѓНЈЙЄГЬ
ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯЯюФППѓНЈЙЄГЬ ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂжизщећКЯЯюФП
ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂжизщећКЯЯюФП ЁОVIPЁПББОЉЕНН№ЛЊНЮГЕЭадЫЙЋЫОжСЖрЩйЧЎ
ЁОVIPЁПББОЉЕНН№ЛЊНЮГЕЭадЫЙЋЫОжСЖрЩйЧЎ ЫЋЕчЛњЬЈЪНДђАќЛњЃЌЬЈЪНДђАќЛњ
ЫЋЕчЛњЬЈЪНДђАќЛњЃЌЬЈЪНДђАќЛњ UVДЩзЉБГОАЧНХчЛцЛњГЇМв
UVДЩзЉБГОАЧНХчЛцЛњГЇМв УКЬПЛЏбщЩшБИ
УКЬПЛЏбщЩшБИ еуНЙЬЖЈЪНМєВцЩ§НЕЦНЬЈ
еуНЙЬЖЈЪНМєВцЩ§НЕЦНЬЈ ЩСРЯДѓьРШтКњРБЬР
ЩСРЯДѓьРШтКњРБЬР ХСЦьЮоЯпгАвєЗЂЩфНгЪеЦїPAT-360ПЩгУгкМрПиЩуЯёЭЗ DVD
ХСЦьЮоЯпгАвєЗЂЩфНгЪеЦїPAT-360ПЩгУгкМрПиЩуЯёЭЗ DVD ЭИУїбЧПЫСІАхЩЯЕФЙтЯЫаЧПеЕЦ
ЭИУїбЧПЫСІАхЩЯЕФЙтЯЫаЧПеЕЦ ХЗТѕПЫЙњМЪгаЯоЙЋЫО
ХЗТѕПЫЙњМЪгаЯоЙЋЫО жаАТжЪСПЙмРэЬхЯЕШЯжЄзЩбЏгаЯоЙЋЫО
жаАТжЪСПЙмРэЬхЯЕШЯжЄзЩбЏгаЯоЙЋЫО КђГЕЭЄ
КђГЕЭЄ ЛьФ§ЭСБУЙм
ЛьФ§ЭСБУЙм ИжАх
ИжАх ЩюлкЪаЧхбєаТФмдДгаЯоЙЋЫО
ЩюлкЪаЧхбєаТФмдДгаЯоЙЋЫО ЫЎзъЖЅЙмЛњзЈвЕДЉдНЙЋТЗЖЅЙмзЈвЕРЙмЙмЕРжУЛЛ
ЫЎзъЖЅЙмЛњзЈвЕДЉдНЙЋТЗЖЅЙмзЈвЕРЙмЙмЕРжУЛЛ ББОЉЬьвУЪЂПЦЙЋЫО
ББОЉЬьвУЪЂПЦЙЋЫО ГЃФъИпМлЛиЪеЖўЪжЯТВПаЖСЯРыаФЛњ
ГЃФъИпМлЛиЪеЖўЪжЯТВПаЖСЯРыаФЛњ ЧѓЙКЦЛЙћ4SКЭЦЛЙћ5ДњЪжЛњБГЙтвКОЇЦС
ЧѓЙКЦЛЙћ4SКЭЦЛЙћ5ДњЪжЛњБГЙтвКОЇЦС КкСњНТШЛЏюйЛиЪе
КкСњНТШЛЏюйЛиЪе КгФЯФІЭаОКШќ|ФІЭаОКШќГЇМв|ЭђРжЭђгЮРжЩшБИГЇ13607658229
КгФЯФІЭаОКШќ|ФІЭаОКШќГЇМв|ЭђРжЭђгЮРжЩшБИГЇ13607658229 ЯжН№ЪеЙКЛиЪеMT6329A
ЯжН№ЪеЙКЛиЪеMT6329A ЁЖИгжнюйЗлЛиЪеЁЗ
ЁЖИгжнюйЗлЛиЪеЁЗ аТЯчЛиЪеПтДцШщЛЏМС13930055960
аТЯчЛиЪеПтДцШщЛЏМС13930055960 УЏУћаХвЫЪаЛиЪеИїжжЕчРТЕчЯпЛиЪе
УЏУћаХвЫЪаЛиЪеИїжжЕчРТЕчЯпЛиЪе ЪЏгЁЛЩГЬяИлНјПкЧхЙи/ЩГЬяИлЪЏгЁЛНјПкБЈЙиЙЋЫО
ЪЏгЁЛЩГЬяИлНјПкЧхЙи/ЩГЬяИлЪЏгЁЛНјПкБЈЙиЙЋЫО аХбє304ВЛатИжЙмМлИёЃЈаТЮХЃЉЖрЩйЧЎвЛУз
аХбє304ВЛатИжЙмМлИёЃЈаТЮХЃЉЖрЩйЧЎвЛУз 5 вЛМвШ§ПкПЩвдЗжПЊЩъЧыАФДѓРћТУгЮЧЉжЄТ№ЃЌе§ГЃЪЧЖрОУГіЧЉЃП
5 вЛМвШ§ПкПЩвдЗжПЊЩъЧыАФДѓРћТУгЮЧЉжЄТ№ЃЌе§ГЃЪЧЖрОУГіЧЉЃП жщНЫЎФрЕВЭСЧНФЃОпКгЕРздЧЖЪНгуГВзЉЛЄЦТФЃОпГЇМвОЉЮА
жщНЫЎФрЕВЭСЧНФЃОпКгЕРздЧЖЪНгуГВзЉЛЄЦТФЃОпГЇМвОЉЮА Ш§СтЫХЗўMR-J4-20A БЃжЄдзА
Ш§СтЫХЗўMR-J4-20A БЃжЄдзА SIEMENS/ЮїУХзг6FC5200-0AB31-1AB2
SIEMENS/ЮїУХзг6FC5200-0AB31-1AB2 гёСжЪаХЗФЗСњзмДњРэзмОЯњ
гёСжЪаХЗФЗСњзмДњРэзмОЯњ ПѓОЎЬсЩ§ЛњЙЄзїдРэЁЂТНвйПѓОЎЬсЩ§Лњ
ПѓОЎЬсЩ§ЛњЙЄзїдРэЁЂТНвйПѓОЎЬсЩ§Лњ


















